
Nuova fresa di super finitura
per una superficie in qualità di rettifica
L'ultima novità di Mikron Tool, CrazyMill Cool SF, una fresa ad alte prestazioni per la super finitura, stabilisce ancora una volta un punto di riferimento in termini di qualità delle superfici: fresa superfici in qualità di rettifica e sostituisce le operazioni di rettifica successive!
Ciò è possibile grazie al perfetto bilanciamento di un concetto di fresatura completamente nuovo, come un substrato in metallo duro personalizzato basato su grana ultrafine, un concetto di raffreddamento integrato ad alte prestazioni e altamente efficiente e un sistema di condizionamento del tagliente sviluppato appositamente per la super finitura. A ciò si aggiunge una nuova geometria del tagliente con un angolo d'elica variabile e una divisione dei denti irregolare.
Un esempio: in acciaio inossidabile 316L CrazyMill Cool SF raggiunge con costanza una qualità della superficie sotto Ra 0,3 µm per più di sette (!) ore di lavorazione!
Sono a disposizione due versioni di frese con cinque denti (fino a Ø 2.5 mm) e sei denti (da Ø 3 mm) nei diametri da 1.0 – 8.0 mm (.039“ – .315“, frazioni di pollice disponibili). Versione M per lunghezze di taglio fino a 3 x d e versione N per 4 x d.
CrazyMill Cool SF - È ora della super finitura!
La sfida: Evitare e/o ridurre operazioni di rettifica successive
La maggior parte dei componenti lavorati richiede un successivo trattamento della superficie, come la rettifica, la lucidatura, la burattatura e altri. Queste fasi di produzione possono essere molto costose e richiedere molto tempo. Migliorare la qualità della superficie attraverso processi di fresatura di super finitura potrebbe evitare o ridurre le successive operazioni di finitura.
La soluzione: Fresatura della superfice sotto Ra 0.3 µm
La nuova fresa CrazyMill Cool SF è caratterizzata da taglienti estremamente lisci e affilati, da una divisione dei denti irregolare, da un angolo d'elica variabile e da un elevato numero di denti. Queste caratteristiche consentono una bassa pressione di taglio radiale e uno scorrimento estremamente dolce, con il risultato di ottenere superfici di fresatura in qualità di rettifica. Dopo la lavorazione, le superfici presentano un sorprendente valore di rugosità Ra 0,3 µm o migliore, sia in direzione della fresatura (Ra parallelo) sia in direzione dell'asse della fresa (Ra 90°).
Ciò consente di abbreviare il processo di produzione, in quanto la rilavorazione delle superfici può essere evitata o significativamente ridotta.
Applicazione: Industria orologiera Ti Gr5 (3.7165)

Applicazione: Pinza emostatica 17-4 PH

Applicazione: Piastra compressione radiale Ti Gr.2 (3.7035)

Miniaturizzazione degli utensili
La sfida: Miniaturizzazione degli utensili
La miniaturizzazione degli utensili di fresatura comporta una sfida nel riuscire a realizzare geometrie di taglio molto complesse anche con diametri inferiori a d = 3 mm. La sfida più grande consiste nell'affilare queste geometrie complesse su piccole sezioni di frese con un elevato numero di gole e nel rispettare i più alti requisiti di qualità per le frese di serie mantenendo la sicurezza del processo .

La soluzione: Operatori di macchina altamente qualificati e mezzi di produzione adatti
Le rettifiche più moderne dotate di cuscinetti idrostatici e le tecnologie delle mole che corrispondono allo stato dell'arte sono fondamentali per la produzione di micro-utensili all'avanguardia. Sono indispensabili anche dispositivi di misurazione digitale ad alta precisione che rilevano deviazioni fino a un micron.
Il team di produzione di Mikron Tool ha acquisito la padronanza di questi processi produttivi ed è ottimamente formato all'uso di rettifiche per utensili con processi all'avanguardia nella gamma dei micro-utensili. Lo standard qualitativo delle frese ad alte prestazioni è altrettanto elevato e consente di ottenere sul pezzo esattamente la qualità garantita da Mikron Tool.

Evitare le vibrazioni nella fresatura
La sfida: Evitare le vibrazioni nella fresatura
La fresatura è un processo di lavorazione con un taglio continuamente interrotto. Ogni tagliente applica una certa pressione sul materiale. Quando il tagliente esce dal materiale, questa pressione viene nuovamente rilasciata.
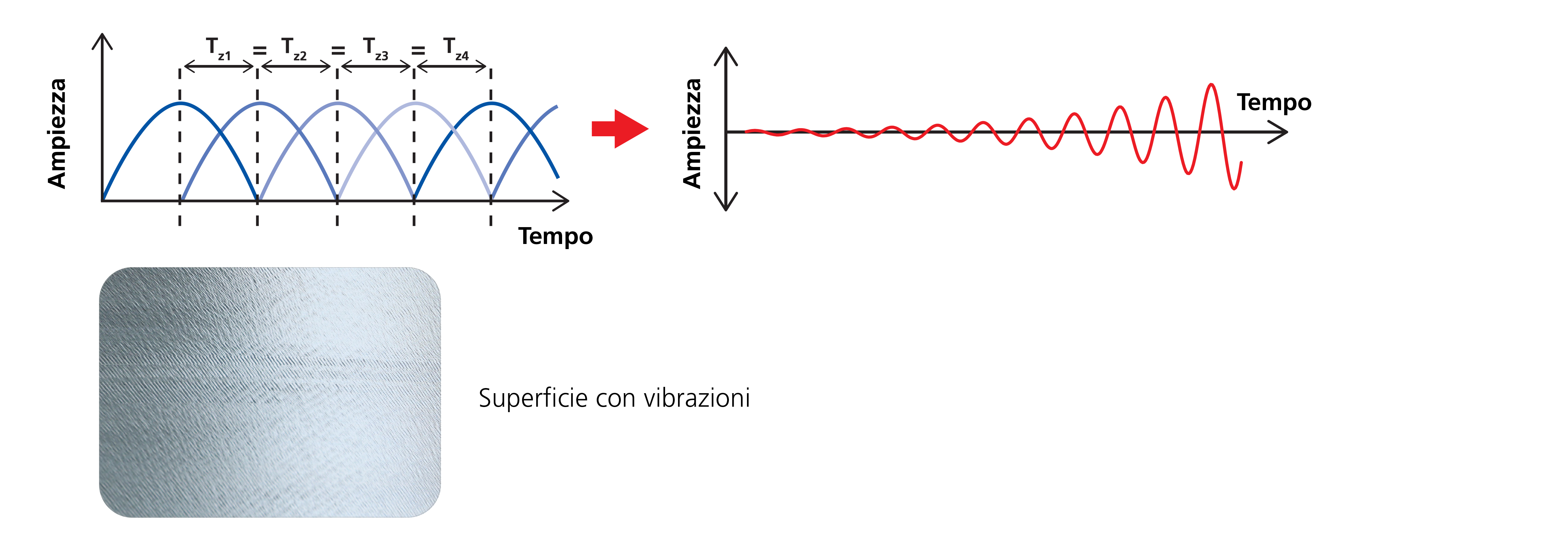
Questo avviene con tutti i taglienti di una fresa simmetrica a una frequenza specifica che dipende dal "numero di taglienti" x "numero di giri".
Se la frequenza è mantenuta uniforme (vedi diagramma) (TZ1 = TZ2 = TZ3 = TZ4), ciò può portare a un aumento della deflessione massima alla frequenza di risonanza, provocando vibrazioni e, trasmettendo di conseguenza, i segni di vibrazione sul pezzo.
Dinamica regolare
La soluzione: Evitare le frequenze di risonanza
La nuova CrazyMill Cool SF presenta specifiche macro- e micro-geometrie che sopprimono le frequenze di risonanza.
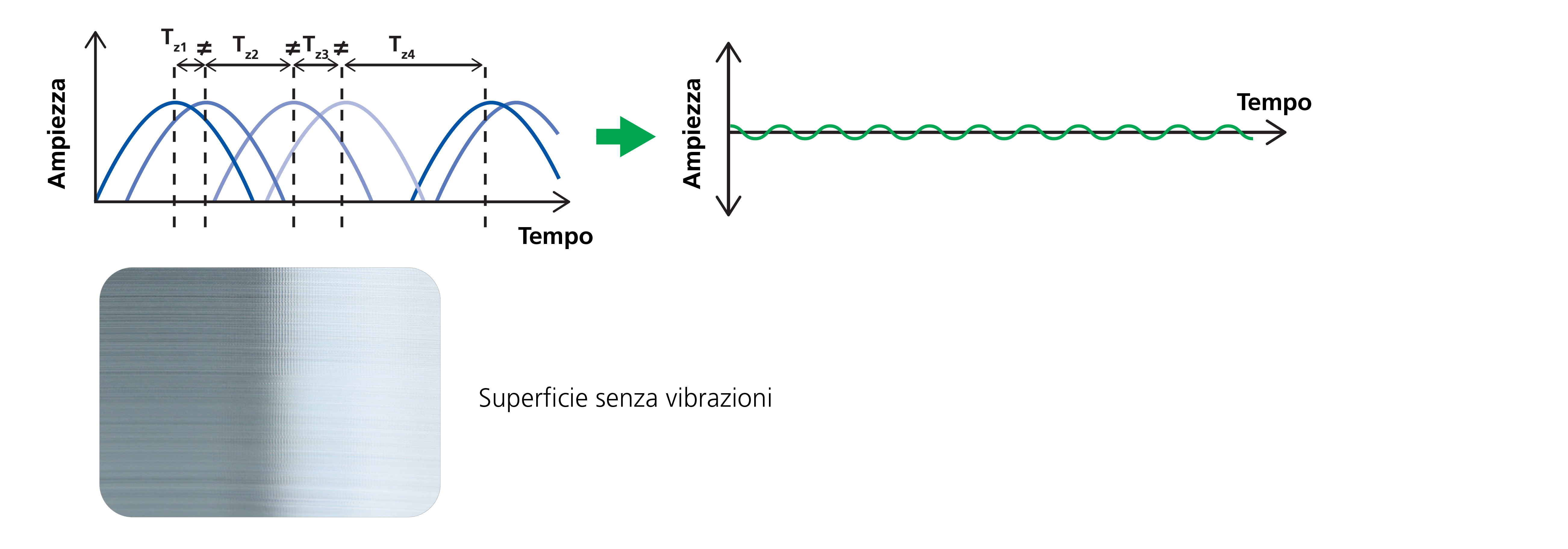
Due elementi chiave sono decisivi: in primo luogo, una divisione dei denti irregolare e, in secondo luogo, un angolo d'elica variabile per ogni tagliente (ogni tagliente ha un angolo d'elica diverso). Di conseguenza, nessuno dei taglienti genera la stessa frequenza (TZ1 ≠ TZ2 ≠ TZ3 ≠ TZ4).
Come illustrato nel diagramma, queste misure impediscono la formazione di frequenze di risonanza e consentono quindi di ottenere superfici prive di vibrazioni per l'intera lunghezza di ingaggio della fresa.
Dinamica irregolare
Una fresa polivalente ad alta prestazione per tutti i materiali
La sfida: Una fresa polivalente ad alta prestazione per tutti i materiali
Materiali diversi hanno proprietà meccaniche diverse. Diversa tenacità, diversa durezza, diversa struttura, cioè diversa lavorabilità. Il risultato migliore si ottiene con una macro- e micro-geometria dei taglienti specificamente adattata al rispettivo materiale. È molto più difficile sviluppare una geometria dei taglienti che sia adatta ai più importanti tipi di materiale nel settore della lavorazione e che allo stesso tempo permetta di ottenere una qualità della superficie eccezionale in qualità di rettifica.
La soluzione: L’ultimo sviluppo «folle» di Mikron Tool
Il nostro "crazy" reparto di Ricerca e Sviluppo ha sviluppato la nuova fresa CrazyMill Cool SF per la super finitura con una geometria di taglio unica. Grazie a questo "crazy" sviluppo, CrazyMill Cool SF raggiunge una rugosità della superficie inferiore a Ra 0,3 µm e offre una straordinaria precisione di forma sul pezzo. CrazyMill Cool SF garantisce inoltre una notevole durata dell'utensile e una lavorazione estremamente rapida in tutti i materiali illustrati di seguito.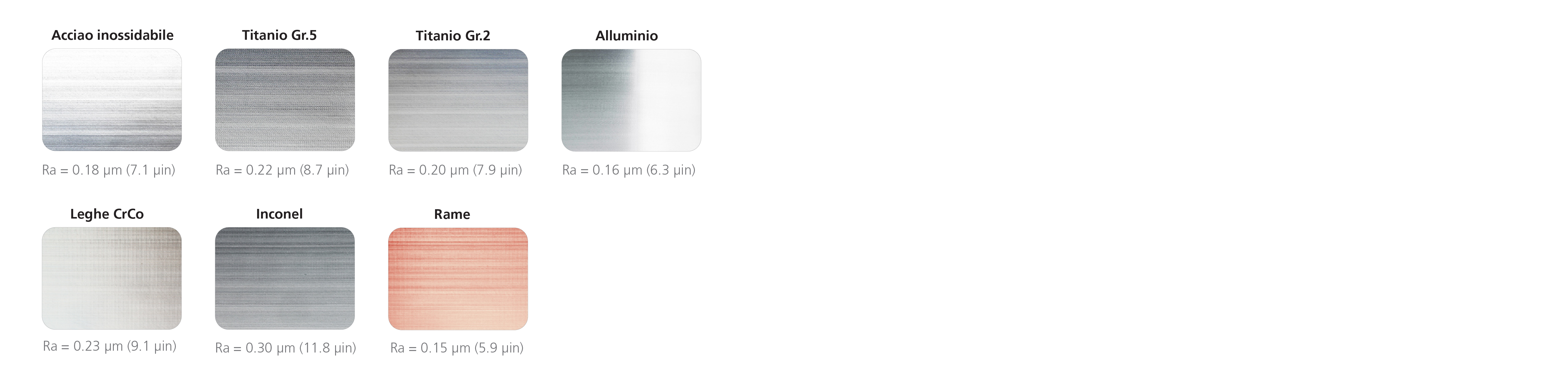
Elevata temperatura & trucioli nella zona di taglio
La sfida: Elevata temperatura & trucioli nella zona di taglio
La lavorazione dei metalli richiede un elevato apporto di energia nelle zone di taglio. Gran parte di questa viene convertita direttamente in energia termica. Quanto maggiore è il calore generato nella zona di taglio, tanto minore è la durata degli utensili. È quindi essenziale mantenere la temperatura nella zona di taglio il più bassa possibile. Una temperatura di lavorazione elevata porta anche a una formazione del truciolo più difficoltosa, a uno suo scarso flusso e quindi a una sua pessima evacuazione a causa della sua maggiore plasticità, con conseguente accumulo di trucioli. Questi fenomeni si accentuano nei materiali difficili da lavorare, come il titanio, l'acciaio inossidabile e le leghe resistenti al calore.
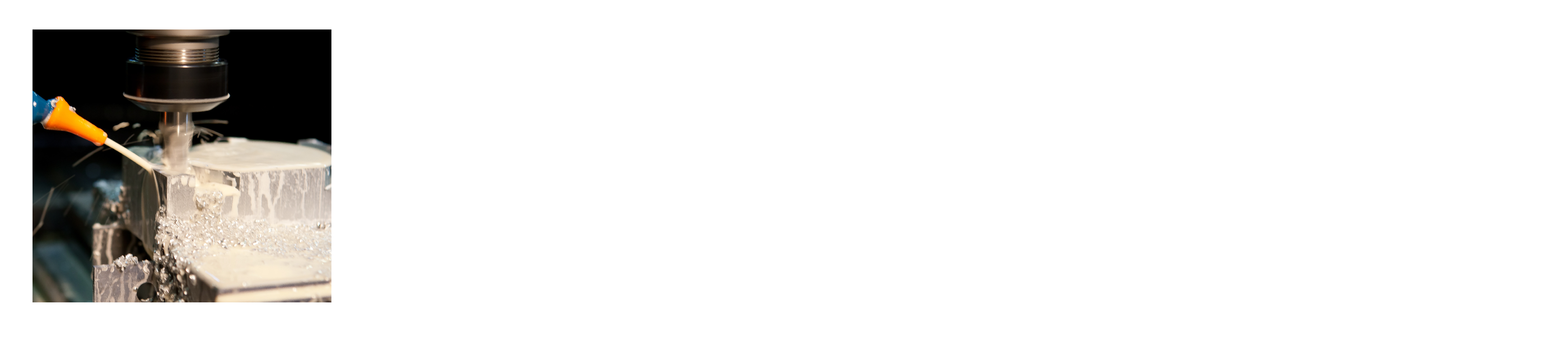
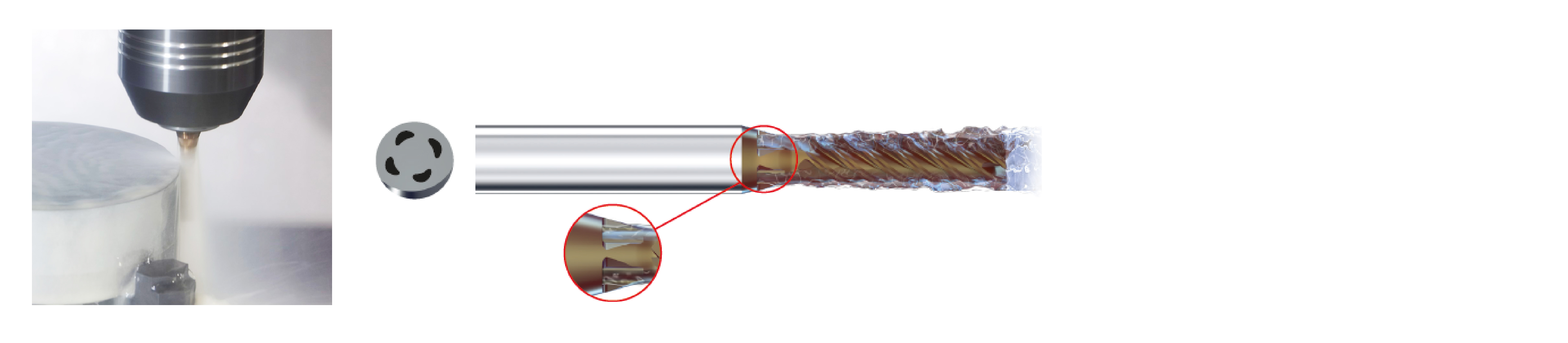
La soluzione: Lubrificazione integrata nel gambo
I canali di raffreddamento brevettati delle frese Mikron Tool, che attraversano il gambo, garantiscono un raffreddamento costante e massiccio dei taglienti. Le eccellenti prestazioni di raffreddamento direttamente nella zona di taglio consentono una velocità di taglio molto più elevata e riducono enormemente l'usura. Il massiccio getto di refrigerante (a partire da soli 15 bar) garantisce inoltre una zona di lavorazione priva di trucioli impedendo la "frammentazione del truciolo" e la conseguente scheggiatura del tagliente.
Le velocità di taglio più elevate, in combinazione con la strategia HDM, consentono di ottenere un processo di fresatura affidabile con un elevato tasso di asportazione del materiale, mantenendo un'eccellente qualità della superficie.
UNA fresa di super finitura per tutti i materiali
La sfida: UNA fresa di super finitura per tutti i materiali?
Fresatura di pezzi di altissima qualità ed elevata precisione, con i massimi requisiti di qualità della superficie con un Ra (in entrambe le direzioni) inferiore a 0,3µm. Inoltre, velocità di avanzamento molto elevate combinate con un'eccellente durata dell'utensile e un'applicazione universale in vari materiali.
La soluzione: CrazyMill Cool SF
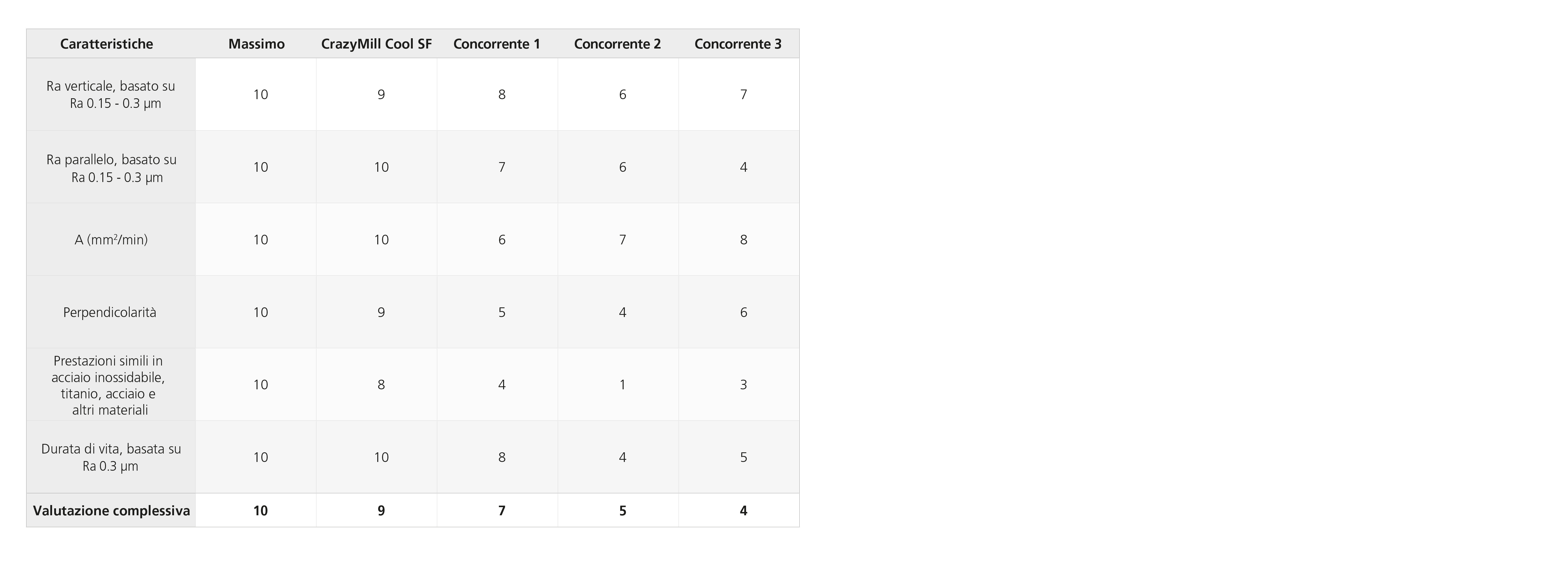
L'obiettivo di sviluppo della fresa per super finitura CrazyMill Cool SF era quello di sviluppare un prodotto completo che permettesse di ottenere finiture della superficie di qualità inferiore a Ra 0,3µm in un'ampia gamma di materiali. Grazie alle caratteristiche tecniche della fresa, il risultato è semplicemente eccezionale. Vedi anche la panoramica!
La fresa per super finitura CrazyMill Cool SF è il nuovo punto di riferimento nella micro-fresatura di precisione con super finitura. CrazyMill Cool SF: sviluppata e prodotta dai “folli” di Agno.
Il suo CrazyMill Cool SF personale
Mikron Tool offre CrazyMill Cool SF anche in versioni personalizzate:
- Frese con diametri, lunghezze e numero di denti diversi dal programma standard
Desiderate più informazioni sulle nostre possibilità? Contattateci qui.