Neuer Super-Schlichtfräser
für Oberflächengüte in Schleifqualität
Die jüngste Entwicklung von Mikron Tool, CrazyMill Cool SF, ein Hochleistungsfräser für’s Super-Schlichten, setzt abermals einen Benchmark in Sachen Oberflächengüte: er fräst Oberflächen in Schleifqualität und ersetzt nachfolgende Schleifbearbeitungen!
Möglich macht das eine perfekte Abstimmung eines völlig neuen Fräskonzepts, wie zugeschnittenes Hartmetallsubstrat auf Feinstkornbasis, ein hocheffizientes integriertes Hochleistungs-Kühlkonzept, eine spezifisch für Superfinishing entwickelte Schneidkanten-Konditionierung. Hinzu kommen eine neue Schneidengeometrie mit variierendem Drallwinkel und zudem ungleicher Zahnteilung.
In rostfreiem Stahl 316L zum Beispiel erzielt CrazyMill Cool SF eine Oberflächenqualität unter Ra 0,3 µm konstant während mehr als sieben (!) Stunden Bearbeitungszeit!
Zur Verfügung stehen zwei Versionen von Fräsern mit fünf Zähnen (bis Ø 2.5 mm) und sechs Zähnen (ab Ø 3.0 mm) in Durchmessern von 1.0 – 8.0 mm (.039“ – .315“, Zwischenabmessungen in Zoll verfügbar). Version M für Frästiefen bis 3 x d und Version N für 4 x d.
CrazyMill Cool SF - Zeit zum Super-Schlichten!
Herausforderung: Nachfolgenden Polieraufwand vermeiden und/oder reduzieren
Die meisten zerspanten Bauteile benötigen eine nachträgliche Oberflächenbehandlung wie Schleifen, Polieren, Schleppschleifen und andere. Diese Fertigungsschritte können sehr kostspielig und zeitaufwendig sein. Eine Verbesserung der Oberflächenqualität durch Superfinishing-Fräsprozesse könnte die nachfolgenden Schlichtbearbeitungen vermeiden oder reduzieren.
Lösung: Oberflächenfräsen unter Ra 0.3 µm
Der neue Fräser CrazyMill Cool SF zeichnet sich durch extrem glatte und scharf geschliffene Schneidkanten, ungleiche Teilung und Drallwinkel der Schneiden und hohe Zähnezahl aus. Diese Merkmale ermöglichen einen geringen radialen Schnittdruck und einen äusserst ruhigen Lauf, das Ergebnis sind Fräsoberflächen in Schleifqualität. Nach der Bearbeitung weisen die Oberflächen einen erstaunlichen Rauheitswert auf von Ra 0,3 µm, oder besser, sowohl in Fräsrichtung (Ra parallel) als auch in Richtung der Schaftfräserachse (Ra 90°).
Dies ermöglicht eine Verkürzung des Fertigungsprozesses, da die Nachbearbeitung der Oberflächen vermieden oder erheblich reduziert werden kann.
Fallbeispiel: Uhrenindustrie Ti Gr5 (3.7165)

Fallbeispiel: Hämostatische Klemme 17-4 PH

Fallbeispiel: Radiale Kompressionsplatte Ti Gr.2 (3.7035)

Werkzeug Miniaturisierung
Herausforderung: Werkzeug Miniaturisierung
Die Miniaturisierung von Fräswerkzeugen bringt die Herausforderung mit sich, die hoch komplexen Schneidgeometrien von Fräswerkzeugen auch bei Durchmessern von weniger als d = 3 mm zu realisieren. Die größte Herausforderung besteht darin, diese komplexen Geometrien auf kleinen Fräserquerschnitten mit einer hohen Anzahl von Spannuten zu schleifen und dabei diese höchsten Qualitätsanforderungen an die Fräser prozesssicher in Serie zu realisieren.

Lösung: Hochqualifizierte Maschinenbediener und passende Produktionsmittel
Modernste Schleifmaschinen mit hydrostatischer Lagerung und Schleifscheiben-Technologien, die dem neuesten Stand der Technik entsprechen, sind matchentscheidend bei der Herstellung modernster Mikro-Werkzeuge. Unabdingbar sind darüber hinaus hochpräzise digitale Messgeräte, die Abweichungen bis zu einem Mikrometer erkennen.
Das Fertigungsteam von Mikron Tool beherrscht diese Produktionsprozesse und ist hervorragend geschult im Umgang mit modernsten Werkzeugschleifmaschinen- und Prozessen im Mikro-Bereich. Entsprechend hoch ist der Qualitätsstandard der Hochleistungsfräser, die genau die Qualität am Werkstück realisieren, die seitens Mikron Tool garantiert wird.

Rattern beim Fräsen vermeiden
Herausforderung: Rattern beim Fräsen vermeiden
Fräsen ist ein Zerspanungsprozess mit kontinuierlich unterbrochenem Schnitt. Jede Schneide bringt einen bestimmten Druck in das Material.
Beim Austritt der Schneide aus dem Material wird der Druck wieder abgebaut.
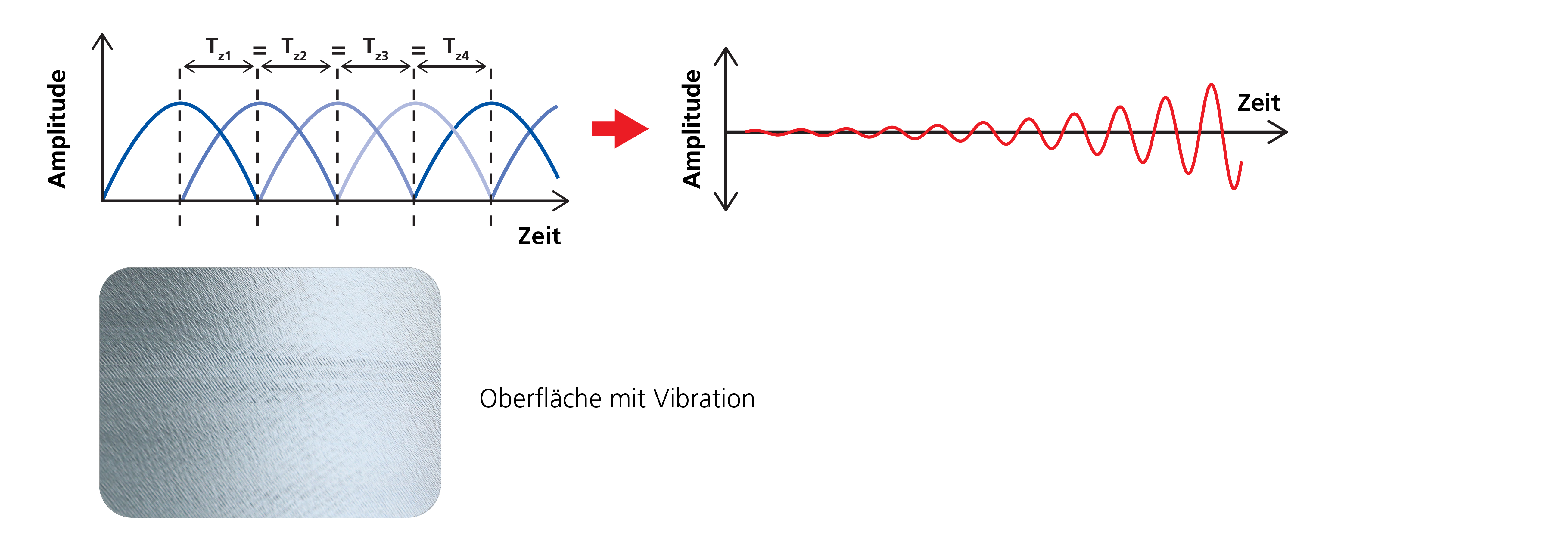
Dies geschieht mit allen Schneiden eines symmetrisch konzipierten Schaftfräsers in einer vorgegebenen Frequenz in Abhängigkeit von der “Anzahl der Schneiden” x “Drehzahl”.
Wenn die Frequenz gleichmässig gehalten wird (siehe Grafik) (TZ1 = TZ2 = TZ3 = TZ4), kann sie zu einer Erhöhung der maximalen Auslenkung in der Resonanzfrequenz führen,
die Folge sind Vibrationen und infolgedessen Rattermarken am Werkstück.
Reguläre Dynamik
Lösung: Vermeidung von Resonanzfrequenzen
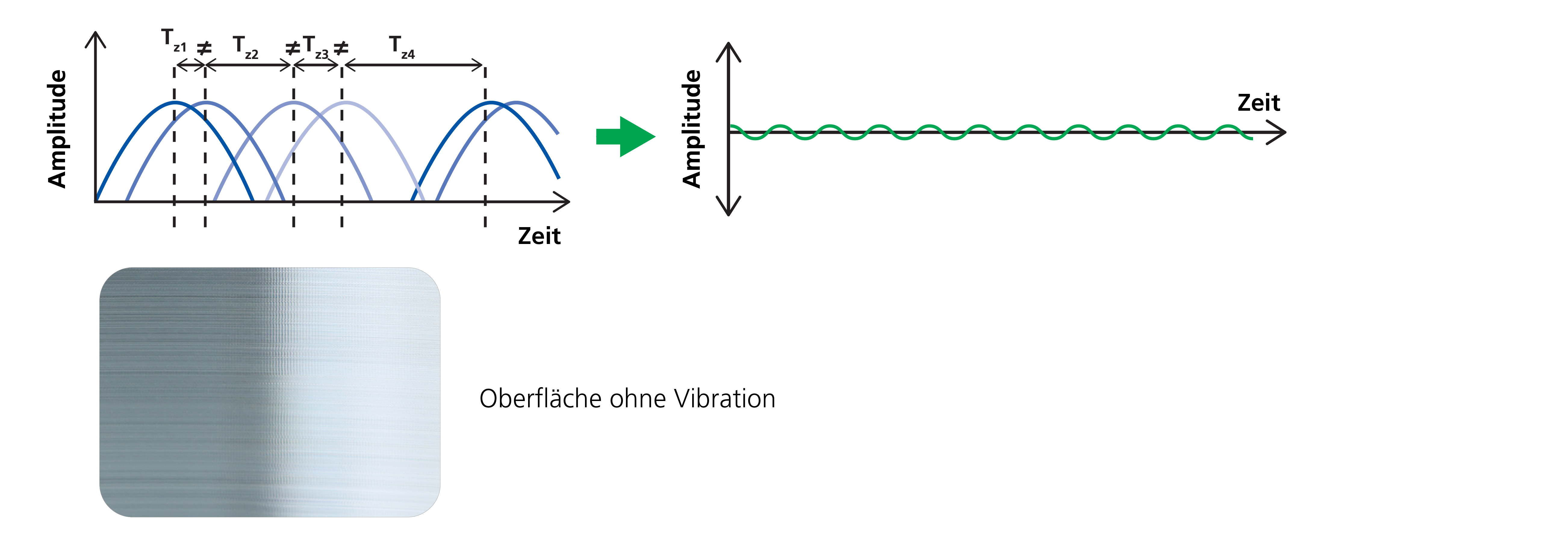
Der neue CrazyMill Cool SF verfügt über spezifische Makro- und Mikrogeometrien, die Resonanzfrequenzen unterdrücken.
Hier sind zwei wesentliche Elemente entscheidend: Erstens eine ungleiche Zahnteilung und zweitens ein unterschiedlicher Drallwinkel pro Schneide (jede Schneide verfügt über einen anderen Drallwinkel). Dadurch erzeugt keine der Fräserschneiden die gleiche Frequenz (TZ1 ≠ TZ2 ≠ TZ3 ≠ TZ4).
Diese Massnahmen verhindern, wie in der Grafik dargestellt, die Ausbildung von Resonanzfrequenzen und ermöglicht damit ratterfreie Oberflächen über die gesamte Eingriffslänge des Fräsers.
Irreguläre Dynamik
Ein Allround-Hochleistungsfräser für alle Materialien
Herausforderung: Ein Allround-Hochleistungsfräser für alle Materialien
Verschiedene Materialien weisen unterschiedliche mechanische Eigenschaften auf. Unterschiedliche Zähigkeit, unterschiedliche Härte, unterschiedliche Struktur, d.h. unterschiedliche Zerspanbarkeit. Das beste Ergebnis lässt sich mit einer spezifisch auf den jeweiligen Werkstoff zugeschnittenen Makro- und Mikrogeometrie der Fräserschneiden erzielen. Weitaus schwieriger ist es, eine Schneidengeometrie zu entwickeln, die für die wichtigsten Werkstoffarten im spanenden Bereich geeignet ist und gleichwohl eine herausragende Oberflächenqualität in Schleifqualität erreichen kann.
Lösung: Mikron Tools neueste und verrückte Entwicklung
Unsere “crazy” F&E Abteilung hat den neuen Schaftfräser CrazyMill Cool SF für die Super-Schlicht-Bearbeitung mit einer einzigartigen Schneidengeometrie entwickelt. Der CrazyMill Cool SF erzielt – dank dieser „crazy“ Entwicklung - eine Oberflächenrauheit kleiner Ra 0,3 µm und bringt darüber hinaus eine hervorragende Formgenauigkeit am Werkstück. Zudem garantiert CrazyMill Cool SF eine bemerkenswerte Standzeit und noch dazu eine extrem schnelle Bearbeitung in allen unten dargestellten Materialien.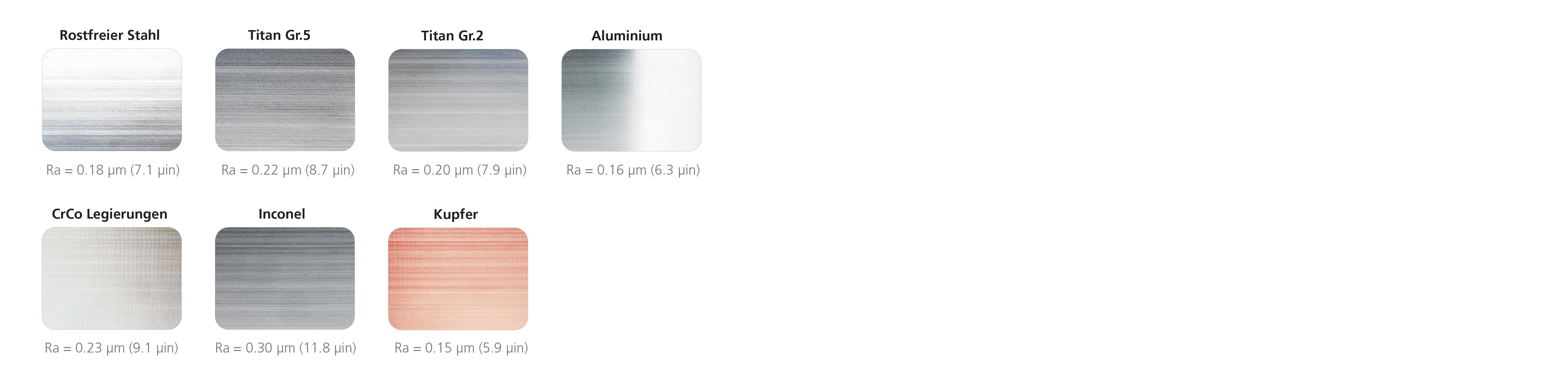
Hohe Temperatur & Späne in der Schneidzone
Herausforderung: Hohe Temperatur & Späne in der Schneidzone
Die spanabhebende Bearbeitung von Metallen erfordert eine hohen Energieeintrag in die Schneidzonen. Ein grosser Teil davon wird direkt in Wärmeenergie umgewandelt. Je höher die erzeugte Wärme in der Schneidzone, desto kürzer wird die Standzeit der Werkzeuge. Deshalb ist es von grundlegender Bedeutung, die Temperatur in der Schneidzone so niedrig wie möglich zu halten. Eine hohe Bearbeitungstemperatur führt darüber hinaus – wegen der höheren Plastizität des Spans - zu einer schlechteren Spanbildung, einem schlechten Spanfluss und einer schlechten Spanabfuhr, wodurch ein Spänestau entstehen kann. Bei schwer zerspanbaren Werkstoffen wie Titan, rostfreiem Stahl und hitzebeständigen Legierungen werden diese Phänomene noch verstärkt.
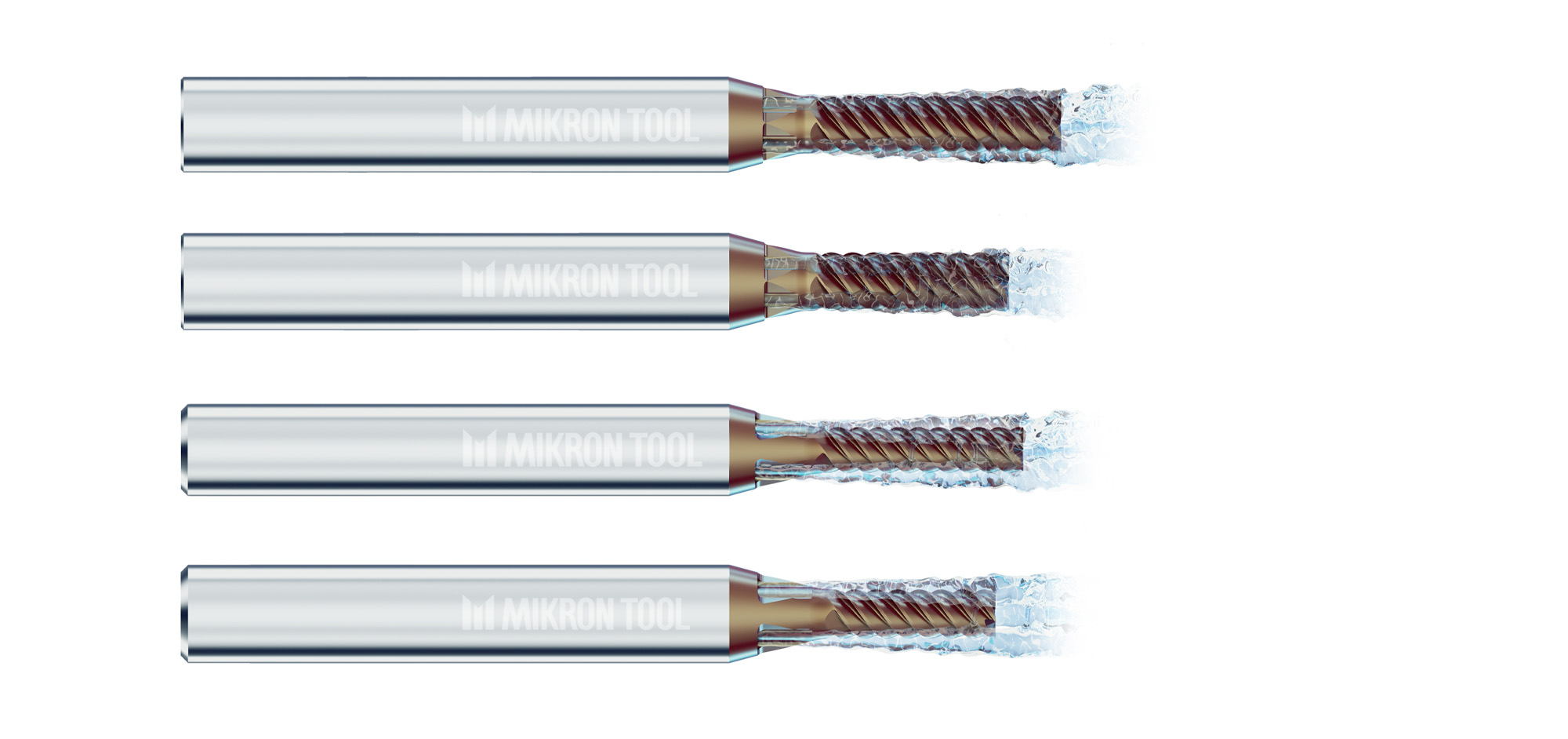
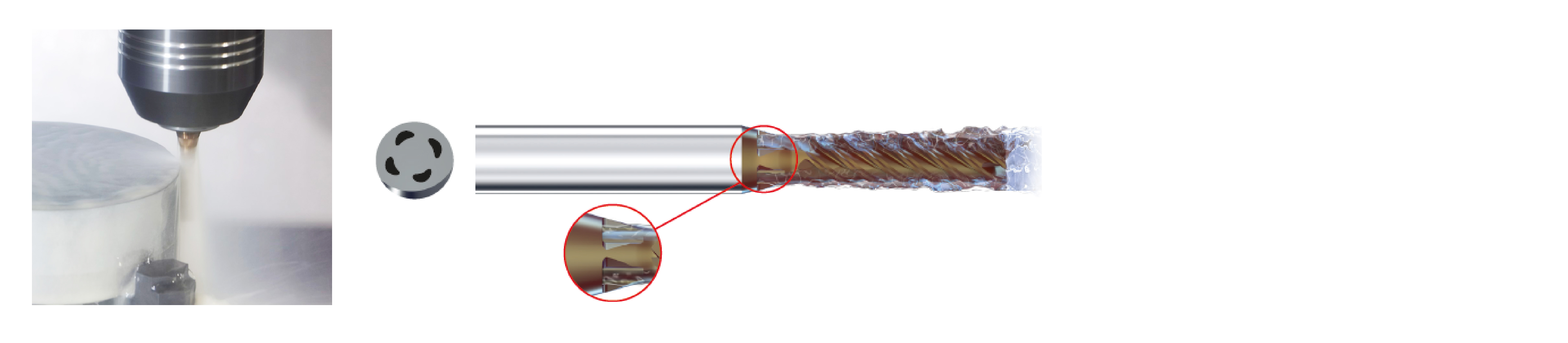
Lösung: Integrierte Kühlung im Schaft
Die durch den Schaft geführten und patentierten Kühlkanäle der Mikron Tool Fräser gewährleisten eine konstante und massive Kühlung der Schneiden. Die hervorragende Kühlleistung direkt im Schnittbereich ermöglicht eine viel höhere Schnittgeschwindigkeit und reduziert darüber hinaus den Verschleiss enorm. Der massive Kühlmittelstrahl (bereits ab 15 bar) garantiert gleichzeitig eine spanfreie Bearbeitungszone und verhindert ein Zerstückeln der Späne.
Höhere Schnittgeschwindigkeiten wiederum, in Kombination mit einer HDM-Strategie, führen zu einem prozesssicheren Fräsprozess mit hohem Zeitspanvolumen unter Einhaltung einer ausgezeichneten Oberflächenqualität.
EIN Superfinishing Fräser für alle Materialien
Herausforderung: EIN Superfinishing Fräser für alle Materialien?
Fräsen von qualitativ hochwertigsten und hoch präzisen Werkstücken, mit höchsten Anforderungen an die Oberflächengüte mit einem Ra (beide Richtungen) unter 0.3µm. Darüber hinaus sehr hohe Vorschübe bei gleichzeitig hervorragender Standzeit, noch dazu universell in verschiedenen Materialien einsetzbar.
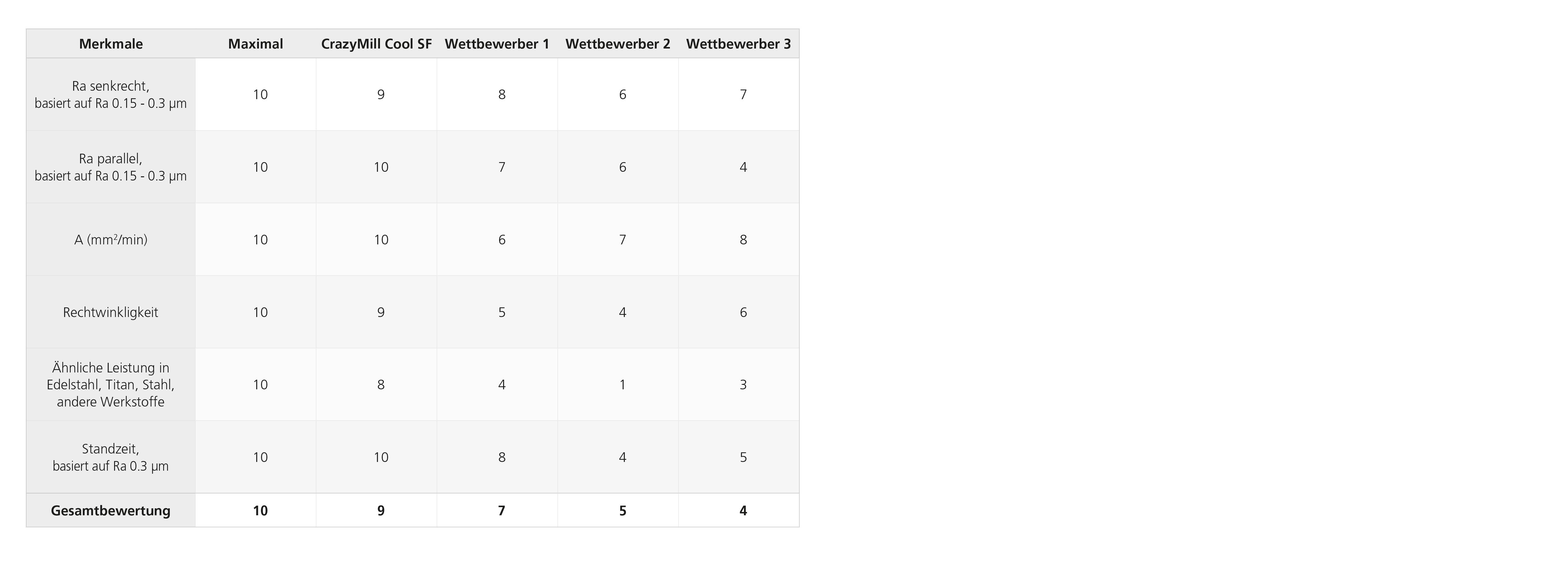
Lösung: CrazyMill Cool SF
Entwicklungsziel beim Superfinishing Fräser CrazyMill Cool SF war es, ein Multitalent zu entwickeln, das in unterschiedlichste Materialien Oberflächengüten in Schleifqualität unter Ra 0.3µm erzielt. Dank den technischen Merkmalen des Fräsers ist das Ergebnis schlicht hervorragend. Siehe auch die Übersicht!
Der Superfinishing Fräser CrazyMill Cool SF ist der neue Benchmark im Superschlicht-Präzisions-Mikrofräsen. CrazyMill Cool SF: Entwickelt und produziert von den Verrückten von Agno.
Ihr persönlicher CrazyMill Cool SF
Mikron Tool bietet CrazyMill Cool SF auch in kundenspezifischen Varianten an:
- Fräser mit abweichenden Durchmessern, Längen und Zähnen zum Standardprogramm
Mehr Information zu unseren Möglichkeiten? Klicken Sie hier.