
Fresatura precisa ed efficiente con CrazyMill Cool Micro
Riassunto del prodotto
La fresa con raffreddamento integrato nel gambo di nuova concezione per sgrossatura e finitura stabilisce nuovi standard nella fresatura di contornatura e di scanalature e con interpolazione elicoidale in termini di velocità di taglio, avanzamento, prestazioni, durata e qualità superficiale. Combina HSC (HighSpeedCutting) e HPC (HighPerformanceCutting), diventando così un utensile di fresatura HSPC (HighSpeedPerformanceCutting).
Il carburo di tungsteno selezionato, la geometria, il rivestimento e soprattutto la refrigerazione integrata nel gambo, che assicura un perfetto raffreddamento dei taglienti e rimuove i trucioli in modo pulito dall'area di lavorazione, supportano alte velocità di taglio, alte profondità di avanzamento ap e alte velocità di avanzamento.
Sono disponibili due versioni di microfrese cilindriche con due geometrie di taglio ciascuna nella gamma di diametri da 0,2 a 1,0 mm (.008" fino a .039"). Tipo B per profondità di fresatura massima fino a 3 x d (lunghezza di taglio 1,5 x d) e Tipo C fino a 5 x d (lunghezza di taglio 1,5 x d).
Informazione generale sulla fresatura
Fresatura in concordanza o in discordanza
Per la fresatura laterale, Mikron Tool consiglia la fresatura in concordanza. Lo spessore del truciolo è maggiore all'inizio e diminuisce continuamente, mentre le forze di taglio rimangono basse. Nella fresatura in discordanza, invece, le elevate forze di taglio allontanerebbero l'utensile di fresatura dal pezzo. Di conseguenza, la qualità della superficie e la precisione del pezzo diminuiscono.
Fresatura in contornatura
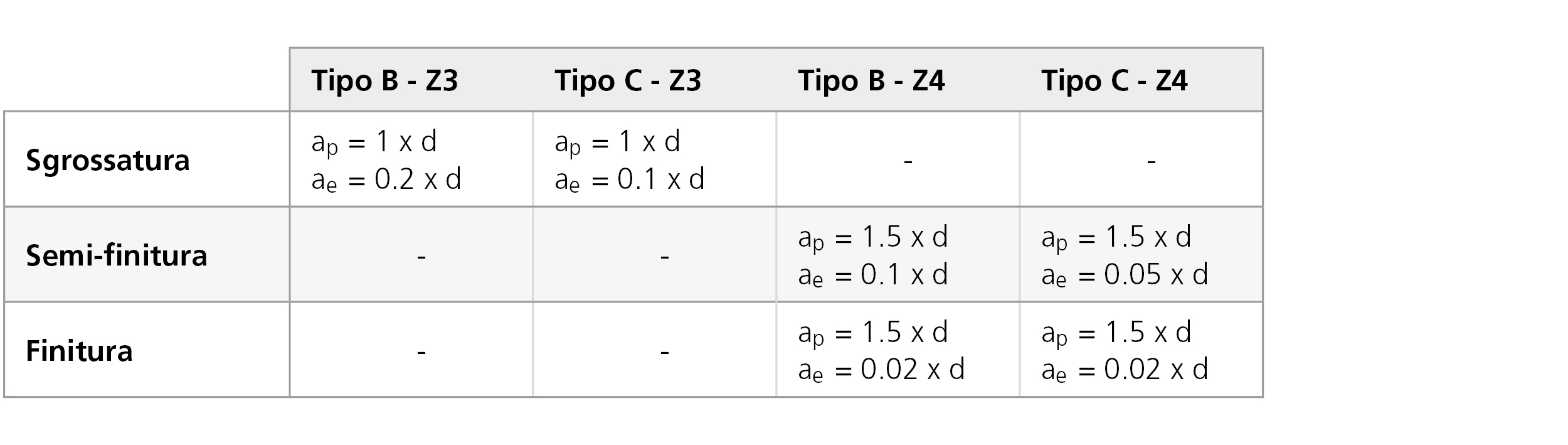
Parametri di taglio consigliati
vc e fz = come indicato nella tabella dei dati di taglio
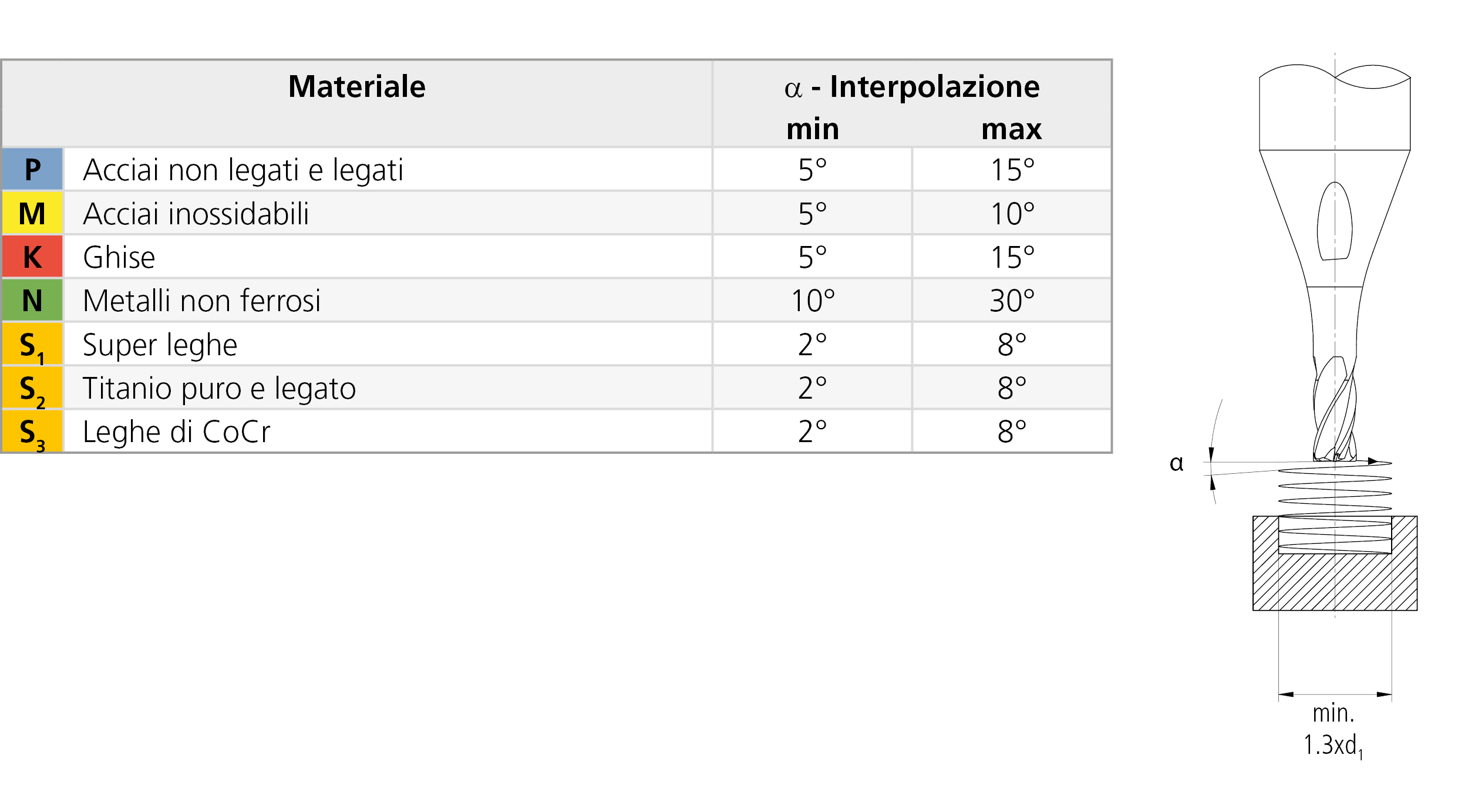
Fresatura con interpolazione elicoidale
L'interpolazione elicoidale è il metodo migliore e più delicato per l'immersione. Si noti che il diametro minimo da produrre deve essere pari a 1,3 x d1. L'angolo di interpolazione elicoidale minimo e massimo α dipende dal materiale (si veda la tabella).
Fresatura di scanalature
Per la fresatura di scanalature, Mikron Tool consiglia un’entrata indiretta. Durante la fresatura con entrata diretta nel materiale, si producono trucioli molto spessi e l'utensile è soggetto a sollecitazioni asimmetriche fino a che non lavora con l'intero diametro nel materiale. Queste sollecitazioni possono influire sulla durata di vita dei taglienti.
Parametri di taglio consigliati
vc e fz = come specificato nella tabella dei dati di taglio
Nota
I valori ap,max consigliati non devono essere superati
Testato ed approvato
Mikron Tool ha determinato i parametri di taglio ideali (rapporto tra durata dell'utensile e affidabilità del processo) per l'utilizzo di CrazyMill Cool Micro. Questi sono elencati nelle tabelle dei dati di taglio per il diametro della fresa, il tipo di fresa e il tipo di lavorazione, nonché il materiale da lavorare. I dati di taglio esclusivi testati da Mikron Tool, come la velocità di taglio vc, l'avanzamento per dente fz e la profondità di taglio ap o la larghezza di taglio ae, garantiscono una lavorazione rapida e sicura.
La panoramica dei dati di taglio per gruppo di materiali, tipo di materiale, grado di durezza o resistenza alla trazione, numero di materiale, DIN e AISI/ASTM/UNS garantisce una rapida determinazione dei dati di taglio da utilizzare.
Imballaggio
Per CrazyMill Cool Micro è assolutamente necessaria un imballaggio resistente agli urti e di facile utilizzo. Mikron Tool offre tutti gli utensili della famiglia CrazyMill Cool in un unico pacchetto di alta qualità.
Indicazioni ed altre domande
Si possono trovare delle indicazioni su dispositivi di bloccaggio, di raffreddamento e lubrificazione nella rubrica « informazioni supplementari » .
Mikron Tool dispone di un team internazionale di specialisti del taglio, pronti a rispondere alle vostre domande (macchine, bloccaggio, raffreddamento, procedimenti...).
Con questo link è possibile prendere contatto con noi.