
Vibrations neutraliser
par une nouvelle fraise haute performance
CrazyMill Cool CF, la dernière génération de fraises Mikron Tool, génère une pression latérale minime et fraise intégralement la matière sans vibrations. Il en résulte une excellente qualité de surface (Ra 0,5 µm ou mieux).
Cela est possible grâce à une géométrie de coupe sophistiquée qui permet l'utilisation du processus de fraisage hautement dynamique. La fraise montre ses points forts, en particulier pour les pièces fines, à parois minces ou qui ont tendance à se soulever lorsque les conditions de serrage sont instables. Il est également possible de réaliser des poches et des rainures avec une grande efficacité, une grande précision et un fonctionnement extrêmement silencieux. Et ce, dans tous les matériaux, même ceux difficiles à usiner comme l'acier inoxydable, le titane et ses alliages, les superalliages, etc.
CrazyMill Cool CF, la fraise cylindrique et torique, est disponible en deux versions : avec quatre dents (≤ Ø 2.5 mm) et cinq dents (≥ Ø 3 mm) dans la gamme de diamètres de 1.0 à 8.0 mm (.039" - .315", fractions de pouce disponibles) et en deux longueurs de coupe différentes de 3 x d et 4 x d.
Éviter les vibrations lors du fraisage
Le défi : Éviter les vibrations lors du fraisage
Le fraisage est un processus d'usinage avec une coupe interrompue en continu. Chaque arête de coupe exerce une certaine pression sur le matériau.
Lorsque l'arête de coupe quitte la matière, la pression est à nouveau relâchée.
Cela se produit avec toutes les arêtes d'une fraise de conception symétrique, à une fréquence prédéfinie en fonction du "nombre d'arêtes de coupe" x "vitesse de rotation".
Si la fréquence reste régulière (voir graphique) (TZ1 = TZ2 = TZ3 = TZ4), elle peut entraîner une augmentation de la déviation maximale à la fréquence de résonance. Il en résulte des vibrations et, par conséquent, des marques de battement sur la pièce usinée.
Dynamique régulière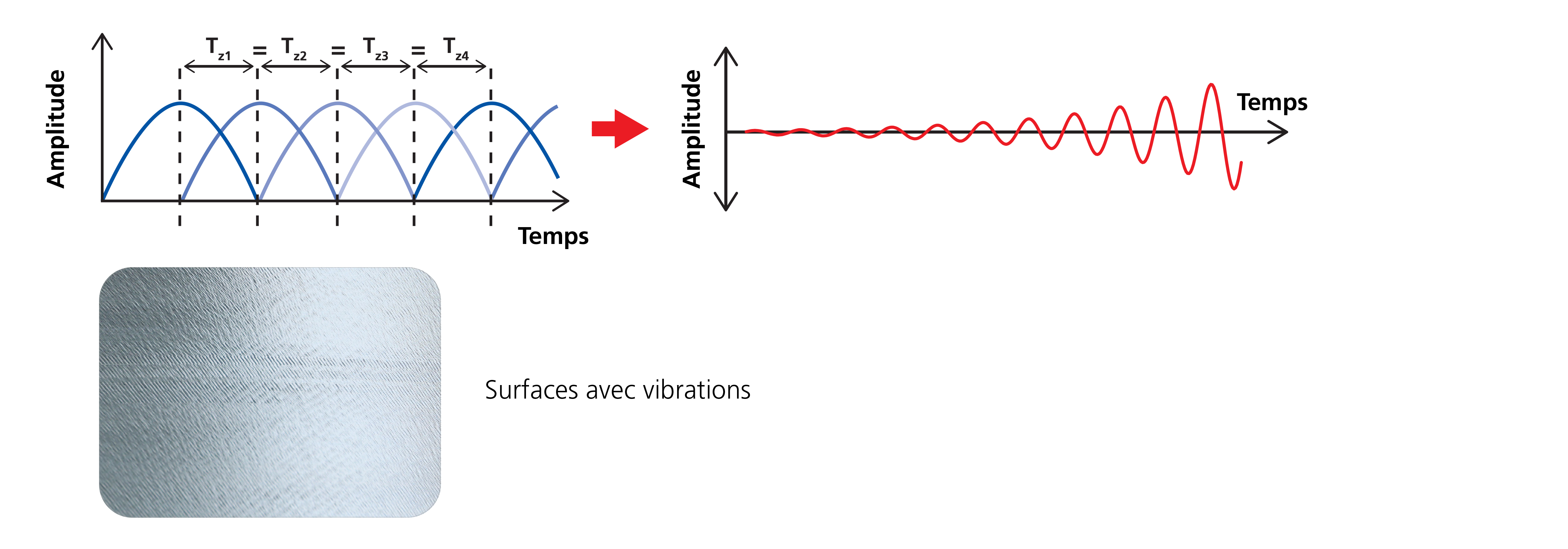
La solution : Éviter les fréquences de résonance
Le nouveau CrazyMill Cool CF dispose de macro- et micro-géométries spécifiques qui suppriment les fréquences de résonance. Deux éléments essentiels sont ici déterminants : premièrement, une denture asymétrique et deuxièmement, un angle d'hélice variable (chaque arête dispose d'un angle d'hélice différent). Ainsi, aucune des arêtes de la fraise ne produit la même fréquence (TZ1 ≠ TZ2 ≠ TZ3 ≠ TZ4).
Ces mesures empêchent, comme le montre le graphique, la formation de fréquences de résonance et permettent ainsi d'obtenir des surfaces sans vibrations sur toute la longueur.
Dynamique irrégulière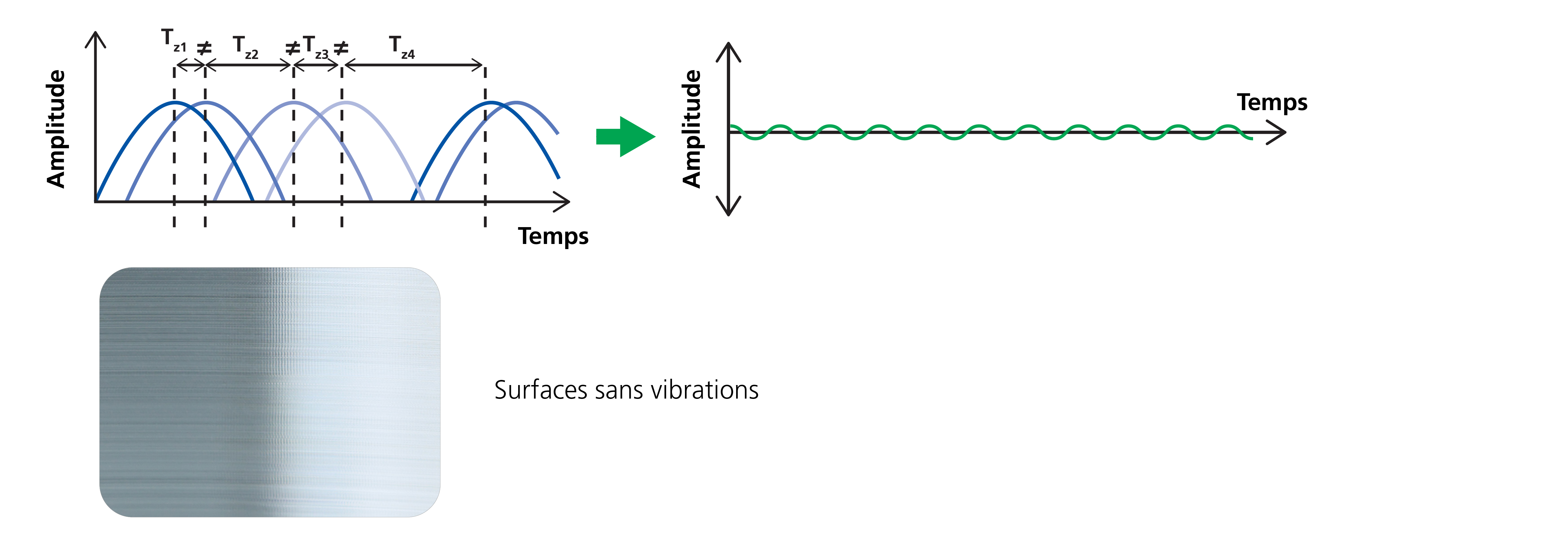
Volume d'enlèvement de matière élevé
Le défi : Volume d'enlèvement de matière élevé pour les pièces à parois fines et instables
Les pièces à parois fines, comme les plaques d'os, font partie des composants les plus difficiles à usiner. La raison en est que, dans le cas de "pièces instables", les forces de coupe exercées lors du fraisage latéral entraînent des déformations et des vibrations. Il en résulte des profils irréguliers et des marques de vibration. Pour éviter de telles conséquences, on définit généralement de faibles passes axiales et radiales et on utilise en outre une avance réduite. L'inconvénient est un volume d'enlèvement de matière très faible.

La solution : Faible pression de fraisage radiale
Pour cette nouvelle fraise, une attention particulière a été accordée à la recherche d'un équilibre parfait entre l'angle de coupe, l'angle de dépouille et le conditionnement du tranchant de l'arête.
Une bonne pénétration de coupe assure une pression latérale très faible, de sorte que la fraise peut usiner en toute sécurité, même avec son engagement axial maximal (4 x d). Un engagement axial important, voire maximal, combiné à une stratégie de fraisage hautement dynamique (HDM), permet d'obtenir un volume de copeaux plus conséquent.

Tolérance de forme élevée
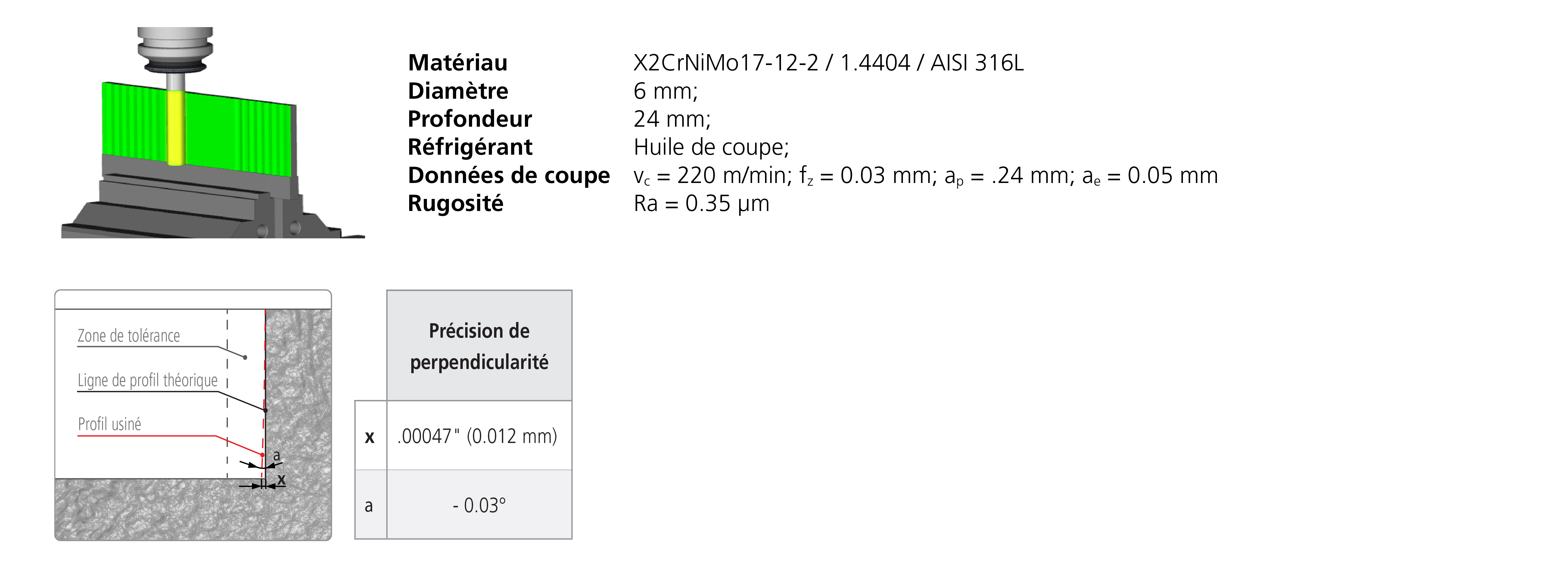
Le défi : Tolérance de forme élevée - Perpendicularité
Le fraisage de profil avec la stratégie de fraisage latérale sur la longueur d'engagement maximale de la fraise (4 x d) doit permettre d'obtenir un profil parfaitement vertical dans les zones de tolérance prédéfinies. Cela doit également être réalisable en utilisant une stratégie de fraisage hautement dynamique, vitesse de coupe élevée et profondeur de passe augmentée.

La solution : Faible force de coupe radiale
Grâce à ses micro- et macro-géométries de coupe spécifiquement conçues, la CrazyMill Cool CF assure une très faible pression latérale, ce qui est décisif pour maintenir les efforts de coupe perpendiculaires à la pièce à un faible niveau. Une condition indispensable pour limiter au maximum la déviation de la fraise et garantir ainsi les tolérances de forme et la perpendicularité conformément aux valeurs de tolérance exigées, même avec une profondeur d'engagement maximale de la fraise.
Qualité de surface élevée
Le défi : Haute qualité de surface – Gestion des copeaux fiable
Pour un processus d'usinage fiable, les copeaux doivent être courts. Plus la fraise s'engage axialement, plus les copeaux sont longs. Les copeaux longs sont très difficiles à diriger et à évacuer et présentent un risque élevé de recoupe, ce qui entraîne des ébréchures sur l'arête de coupe et/ou une mauvaise qualité de surface.
La solution : Concept de brise-copeaux optimisé pour des copeaux courts et une qualité de surface parfaite
Concept de brise-copeaux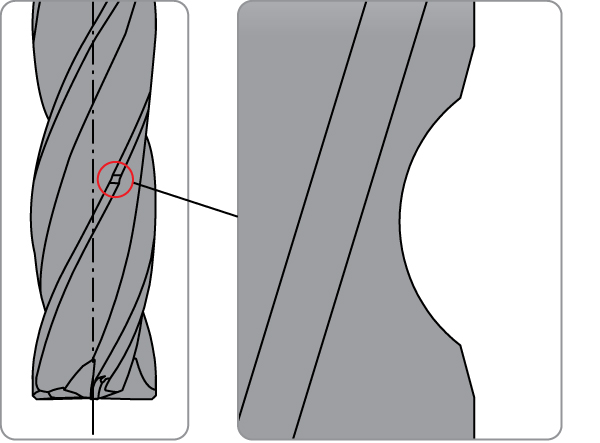
La forme du brise-copeaux a été améliorée pour générer des copeaux courts et garantir leurs évacuations franches et directes. Le résultat est une qualité de surface parfaite.
Qualité de surface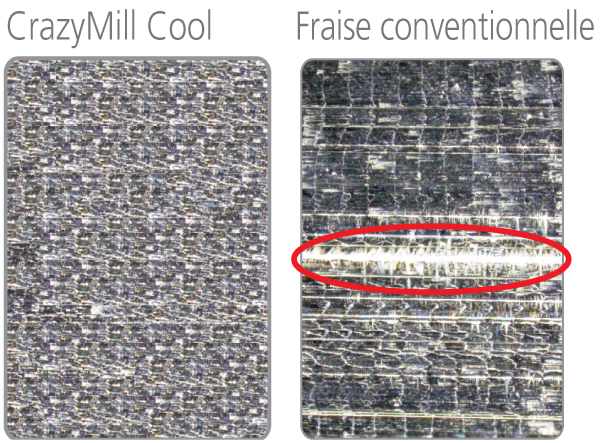
Grâce à la nouvelle forme du brise-copeaux aucune marque n’est visible sur la surface de la pièce, comme cela se produit lors de l’utilisation d’une fraise conventionnelle. Le résultat est une qualité visuelle élevée.
Température élevée & copeaux dans la zone de coupe
Le défi : Température élevée & copeaux dans la zone de coupe
Une chaleur excessive affecte la formation et l’évacuation des copeaux, entraînant des accumulations indésirables.
L'usinage des métaux par enlèvement de copeaux développe beaucoup d'énergie et la convertie en chaleur dans les zones de coupe. Il est donc fondamental de maintenir la température dans la zone de coupe aussi basse que possible pour optimiser les performances et la durabilité des outils.
Une température d'usinage excessif affecte, en raison de la plasticité accrue du copeau, la formation, le flux et une évacuation difficile des copeaux, ce qui peut entraîner une accumulation indésirable de ceux-ci. Ce phénomène est encore accentué dans le cas de matériaux tenaces comme les titanes, les aciers inoxydables et les superalliages.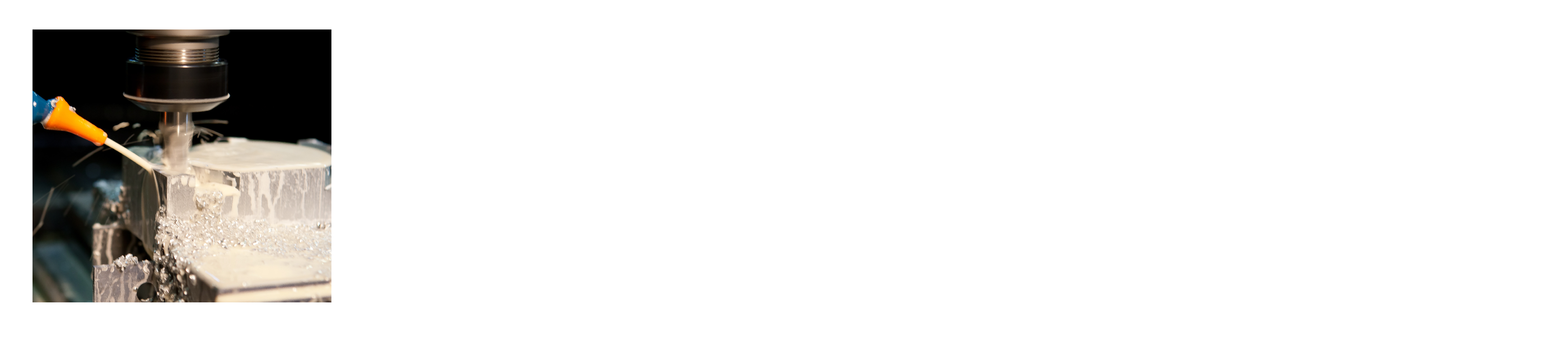
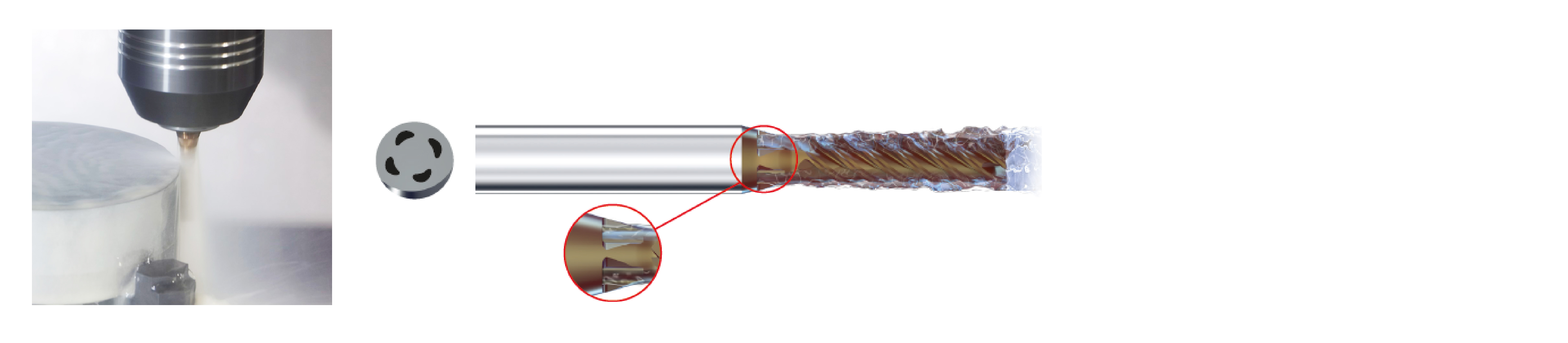
La solution : Arrosage intégré dans la queue
Les canaux de refroidissement brevetés des fraises Mikron Tool, qui traversent la queue, garantissent un refroidissement constant et massif des arêtes de coupe. La puissance du refroidissement envoyée directement dans la zone de coupe permet d'augmenter les paramètres de coupe et réduit drastiquement l'usure des arrêtes. Le jet massif de liquide de refroidissement (déjà à partir de 15 bars) garantit en même temps une zone d'usinage sans copeaux ce qui empêche tout pincement et recoupe de ceux-ci.
Des paramètres de coupe plus élevées, combinées à une stratégie de fraisage hautement dynamique (HDM), permettent d'obtenir un processus d'usinage constant et un volume de copeaux élevé tout en maintenant une excellente qualité de surface.
Votre CrazyMill Cool CF personnalisé
Mikron Tool propose également CrazyMill Cool CF dans des variantes spécifiques au client :
- Fraises dont les diamètres, les longueurs et le nombre des dents varient par rapport au programme standard
Vous désirez plus d'informations sur nos possibilités? Contactez-nous ici.