Fresatura ad alta prestazione
con qualità della superficie eccellente
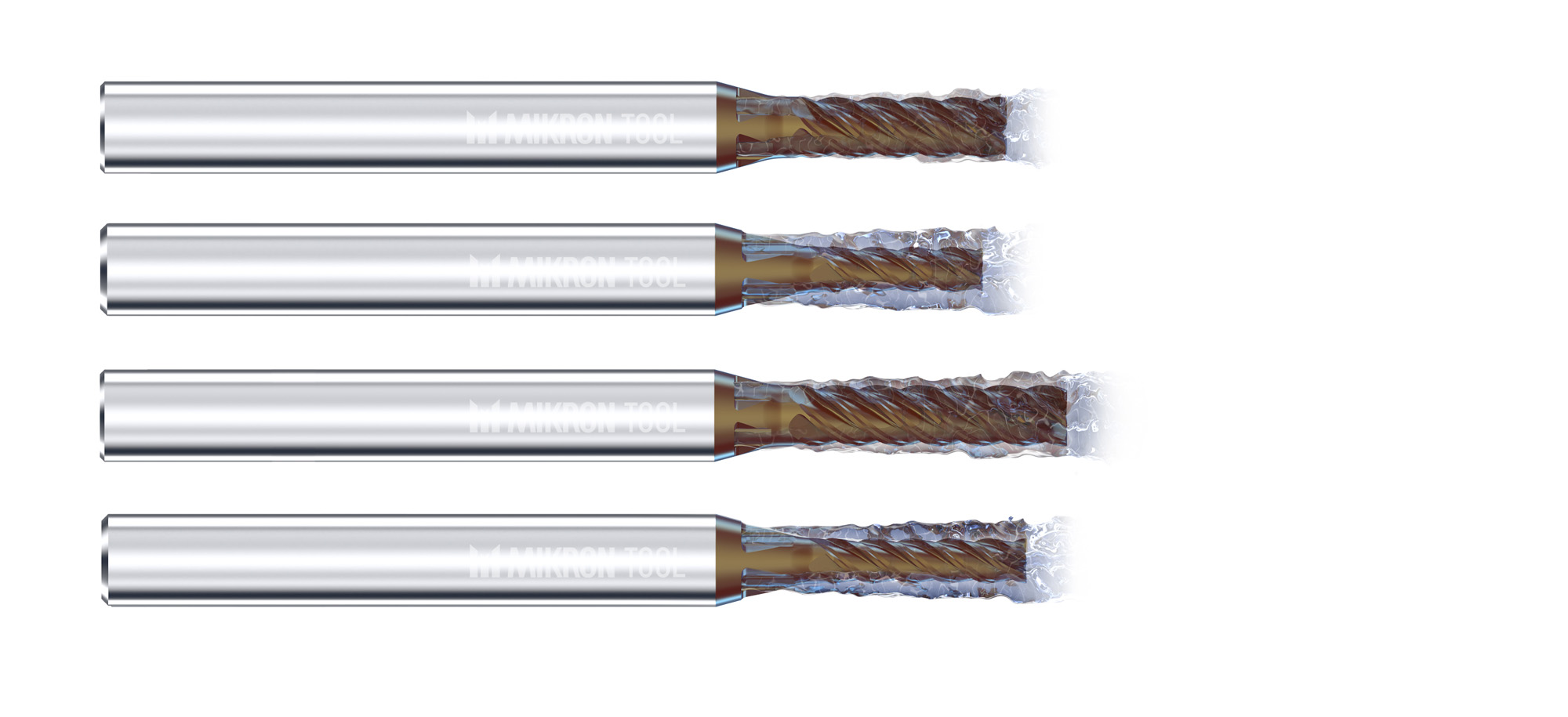
CrazyMill Cool CF, l'ultima generazione di frese di Mikron Tool, genera una pressione di fresatura laterale minima e fresa in totale assenza di vibrazioni. Il risultato è una qualità della superficie eccezionale (Ra 0,5 µm o superiore).
Ciò è reso possibile da un'ingegnosa geometria del tagliente che consente processi di fresatura altamente dinamici. La fresa si rivela particolarmente efficace con i pezzi a parete sottile e delicati che tendono a vibrare o quando si verificano situazioni di serraggio instabile. Anche tasche e scanalature possono essere fresate in modo altamente efficiente, preciso ed estremamente dolce. E questo in tutti i materiali, compresi quelli difficili come l'acciaio inossidabile, il titanio e le sue leghe, le superleghe, ecc.
CrazyMill Cool CF, la fresa cilindrica e torica, è disponibile in due versioni: con quattro denti (fino a Ø 2.5 mm) e cinque denti (da Ø 3 mm) nei diametri da 1.0 – 8.0 mm (.039“ – .315“, frazioni di pollice a disposizione) e con due diverse lunghezze di taglio da 3 x d e 4 x d.
Evitare le vibrazioni nella fresatura
La sfida: Evitare le vibrazioni nella fresatura
La fresatura è un processo di lavorazione con un taglio continuamente interrotto. Ogni tagliente applica una certa pressione sul materiale.
Quando il tagliente esce dal materiale, la pressione viene nuovamente rilasciata.
Questo avviene con tutti i taglienti di una fresa simmetrica a una frequenza specifica che dipende dal "numero di taglienti" x "numero di giri".
Se la frequenza è mantenuta uniforme (vedi diagramma) (TZ1 = TZ2 = TZ3 = TZ4), ciò può portare a un aumento della deflessione massima alla frequenza di risonanza, provocare vibrazioni e, di conseguenza, segni di vibrazione sul pezzo.
Dinamica regolare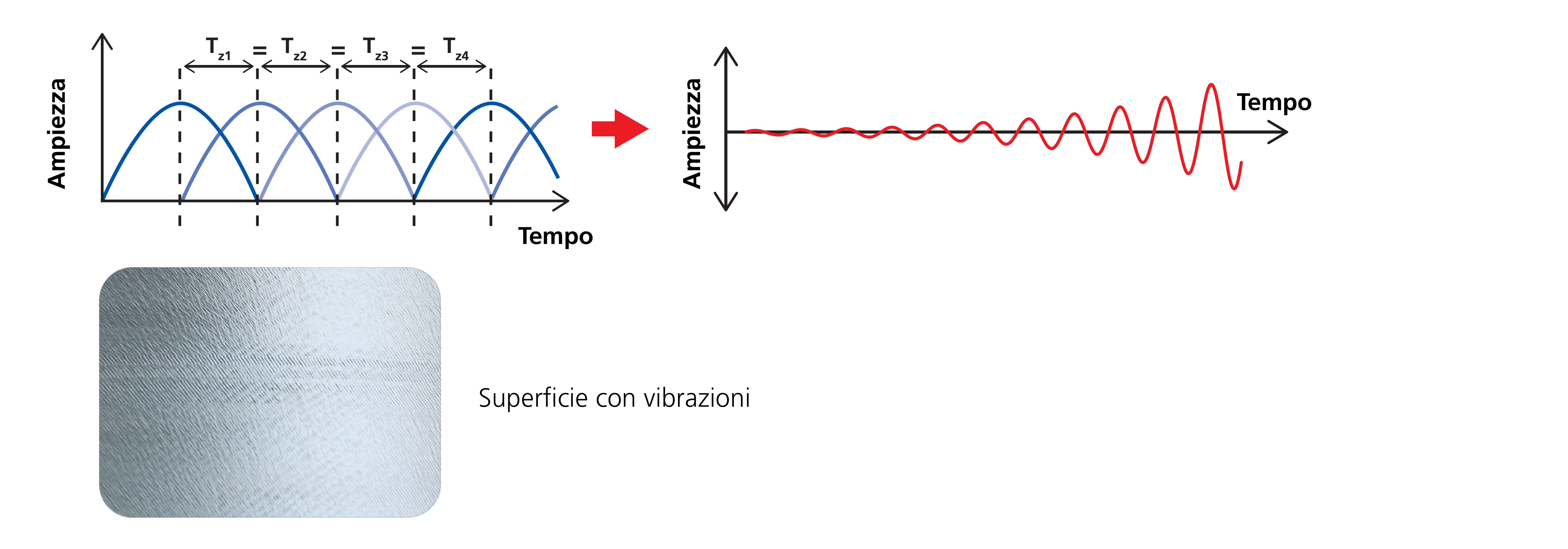
La soluzione: Evitare le frequenze di risonanza
La nuova CrazyMill Cool CF presenta specifiche macro- e micro-geometrie che sopprimono le frequenze di risonanza.
Due elementi chiave sono decisivi: in primo luogo, una divisione dei denti irregolare e, in secondo luogo, un angolo d'elica variabile per ogni tagliente (ogni tagliente ha un angolo d'elica diverso). Di conseguenza, nessuno dei taglienti genera la stessa frequenza (TZ1 ≠ TZ2 ≠ TZ3 ≠ TZ4).
Come illustrato nel diagramma, queste misure impediscono la formazione di frequenze di risonanza e consentono quindi di ottenere superfici prive di vibrazioni per l'intera lunghezza di ingaggio della fresa.
Dinamica irregolare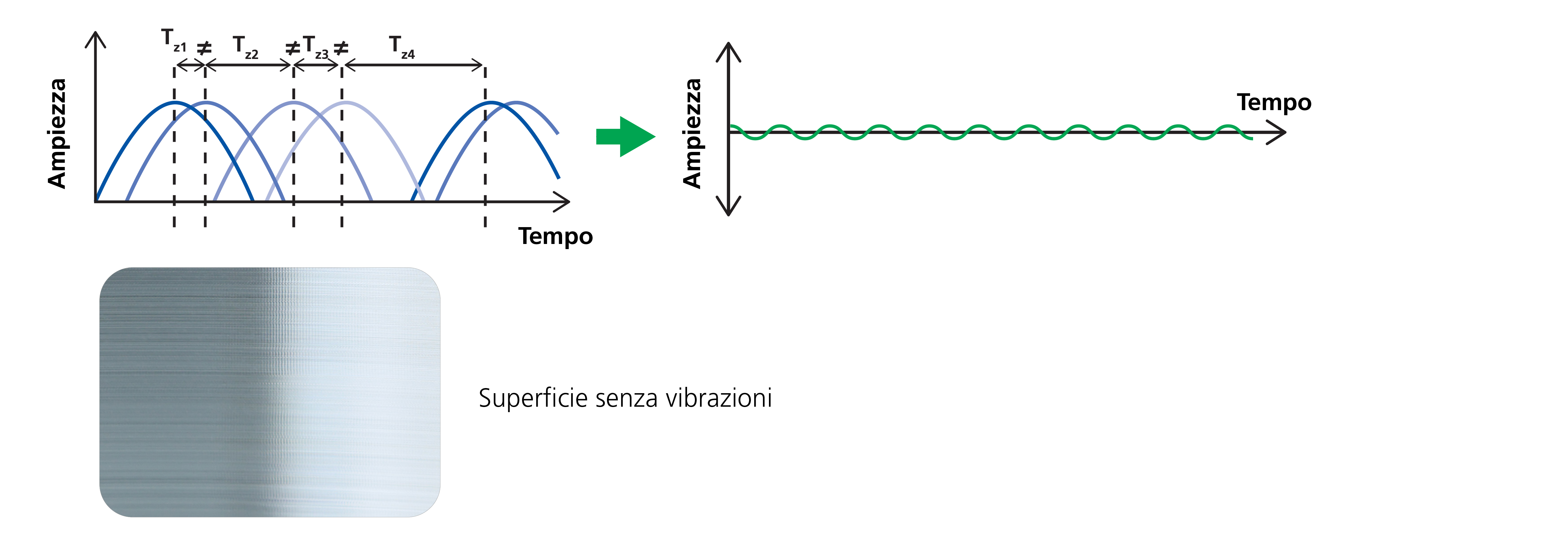
Elevato tasso di asportazione del materiale
La sfida: Elevato tasso di asportazione del materiale per pezzi con pareti sottili e instabili
I pezzi a parete sottile, come le piastre ossee e altri, sono tra i componenti più difficili da lavorare. Il motivo è che con "pezzi instabili", le forze di taglio esercitate da una fresa durante la fresatura laterale provocano deformazioni e vibrazioni. Il risultato sono profili irregolari e segni di vibrazioni. Per evitare queste conseguenze, in genere si impostano bassi incrementi assiali e radiali e si utilizza una velocità di avanzamento ridotta. Lo svantaggio è un tasso di asportazione del materiale molto basso.

La soluzione: Bassa pressione radiale di fresatura
La nuova fresa è stata progettata prestando particolare attenzione nel raggiungere un perfetto equilibrio tra angolo di taglio, angolo di spoglia e condizionamento del tagliente.
Una capacità di taglio estremamente elevata garantisce una pressione di taglio laterale molto bassa, in modo che la fresa possa tagliare in modo affidabile anche con il massimo impegno assiale (4 x d).
L'impegno assiale massimo, combinato con una strategia di fresatura altamente dinamica (HDM), consente di ottenere un tasso di asportazione del materiale molto elevato.

Elevata tolleranza di forma
La sfida: Elevata tolleranza di forma - perpendicolarità
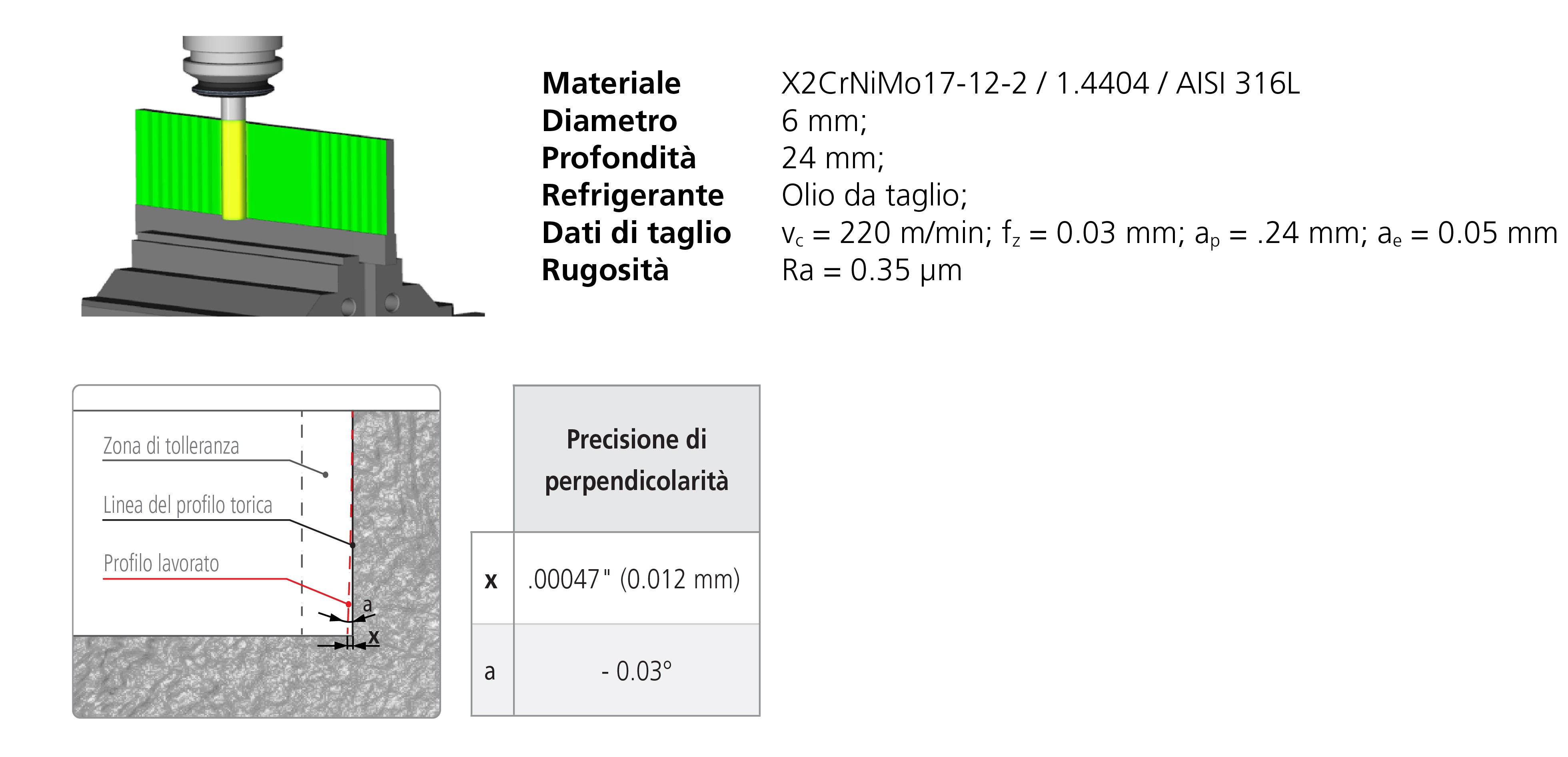
La fresatura di profili con la strategia di “contornatura” con la massima lunghezza di ingaggio della fresa (4 x d), deve consentire di ottenere un profilo perfettamente perpendicolare entro i campi di tolleranza specificati. Questo deve essere realizzabile anche quando si utilizzano strategie di fresatura ad alta velocità e altamente dinamiche.

La soluzione: Basse forze di taglio radiali
Grazie alle micro- e macro-geometrie di taglio specificamente progettate, CrazyMill Cool CF assicura una pressione di taglio laterale molto bassa, fondamentale per mantenere basse le forze di taglio perpendicolari al componente. Questo è un prerequisito per ridurre al minimo la deflessione della fresa e garantire così le tolleranze di forma e la perpendicolarità secondo i valori di tolleranza richiesti, anche alla massima profondità di ingaggio della fresa.
Alta qualità della superficie
La sfida: Alta qualità della superficie – gestione dei trucioli con processo affidabile
Per un processo di lavorazione affidabile sono necessari trucioli corti. Più l’impegno assiale fresa è elevato, più i trucioli diventano lunghi. I trucioli lunghi sono molto difficili da gestire e rimuovere, e comportano un elevato rischio di "frammentazione del truciolo", che porta a scheggiature del tagliente e/o a una scarsa qualità della superficie.
La soluzione: Concetto ottimizzato di rompi truciolo per trucioli corti e una perfetta qualità della superficie
Concetto di rompi truciolo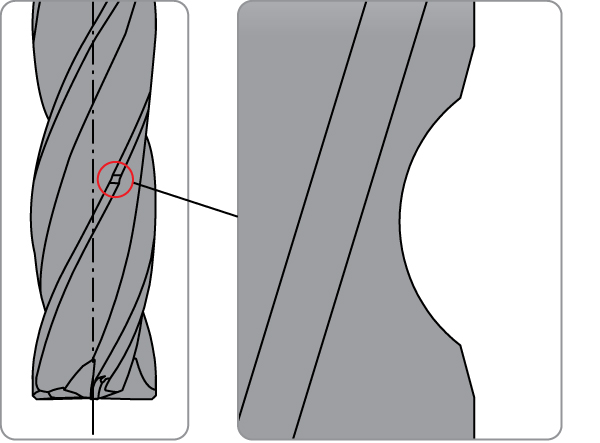
La forma del rompi truciolo è stata ottimizzata per generare trucioli corti ed avere una perfetta evacuazione. Il risultato è una perfetta qualità della superficie.
Qualità della superficie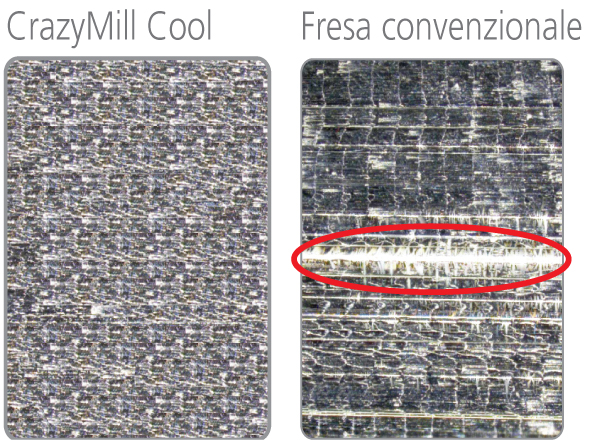
Grazie al nuovo design del rompi truciolo non sono visibili solchi sulla superficie del pezzo come accade utilizzando una fresa convenzionale. Il risultato è un’elevata qualità della superficie.
Elevata temperatura & trucioli nella zona di taglio
La sfida: Elevata temperatura & trucioli nella zona di taglio
La lavorazione dei metalli richiede un elevato apporto di energia nelle zone di taglio. Gran parte di questa viene convertita direttamente in energia termica. Quanto maggiore è il calore generato nella zona di taglio, tanto minore è la durata degli utensili. È quindi essenziale mantenere la temperatura nella zona di taglio il più bassa possibile. Una temperatura di lavorazione elevata porta anche a una formazione del truciolo più difficoltosa, a uno suo scarso flusso e quindi a una sua pessima evacuazione a causa della sua maggiore plasticità, con conseguente accumulo di trucioli. Questi fenomeni si accentuano nei materiali difficili da lavorare, come il titanio, l'acciaio inossidabile e le leghe resistenti al calore.
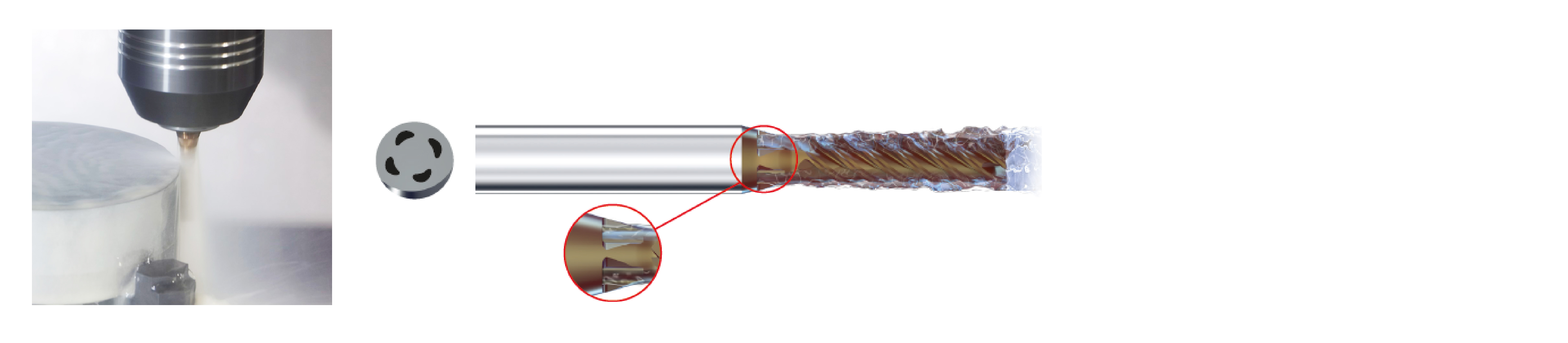
La soluzione: Lubrificazione integrata nel gambo
I canali di raffreddamento brevettati delle frese Mikron Tool, che attraversano il gambo, garantiscono un raffreddamento costante e massiccio dei taglienti. Le eccellenti prestazioni di raffreddamento direttamente nella zona di taglio consentono una velocità di taglio molto più elevata e riducono enormemente l'usura. Il massiccio getto di refrigerante (a partire da soli 15 bar) garantisce inoltre una zona di lavorazione priva di trucioli impedendo la "frammentazione del truciolo" e la conseguente scheggiatura del tagliente.
Le velocità di taglio più elevate, in combinazione con la strategia HDM, consentono di ottenere un processo di fresatura affidabile con un elevato tasso di asportazione del materiale, mantenendo un'eccellente qualità della superficie.
Il suo CrazyMill Cool CF personale
Mikron Tool offre CrazyMill Cool CF anche in versioni personalizzate:
- Frese con differenti diametri, lunghezze e denti nel programma standard
Desiderate più informazioni sulle nostre possibilità? Contattateci qui.