Zwei Bohrer, ein Fräser, eine perfekte Bearbeitungsstrategie
Der weitaus grösste Teil der medizinischen Schrauben wird auf Langdrehautomaten gefertigt, auf einer Spindel das Gewinde, auf der Gegenspindel die TORX®-Prägung. Dieser Prozess ist in den meisten Fällen langsamer und bestimmt deshalb die Taktzeit. Bei jeder Sekunde Zeitreduktion gewinnt der Produzent: Zeit und Geld.
CrazyDrill Hexalobe und CrazyMill Hexalobe sind die von Mikron Tool entwickelte Lösung, um beim Bearbeiten von medizinischen Schrauben aus Titan (vor allem Titan Grad 5 ELI / TiAl6V4 ELI / 3.7165), rostfreiem Stahl (vor allem 316LM / X2CrNiMo18-15-3 / 1.4441) oder Kobalt-Chrom (vor allem CrCoMo28) eine deutliche Effizienzsteigerung zu erreichen. Dank einer perfekten Bearbeitungsstrategie und maximal abgestimmten Parametern ist die Bearbeitung von Innensechsrund-Formen (besser bekannt unter dem Namen „TORX®“) um 50% schneller, gleichzeitig sind eine hohe Masshaltigkeit des Profils und ein nahezu gratfreies Ergebnis garantiert.
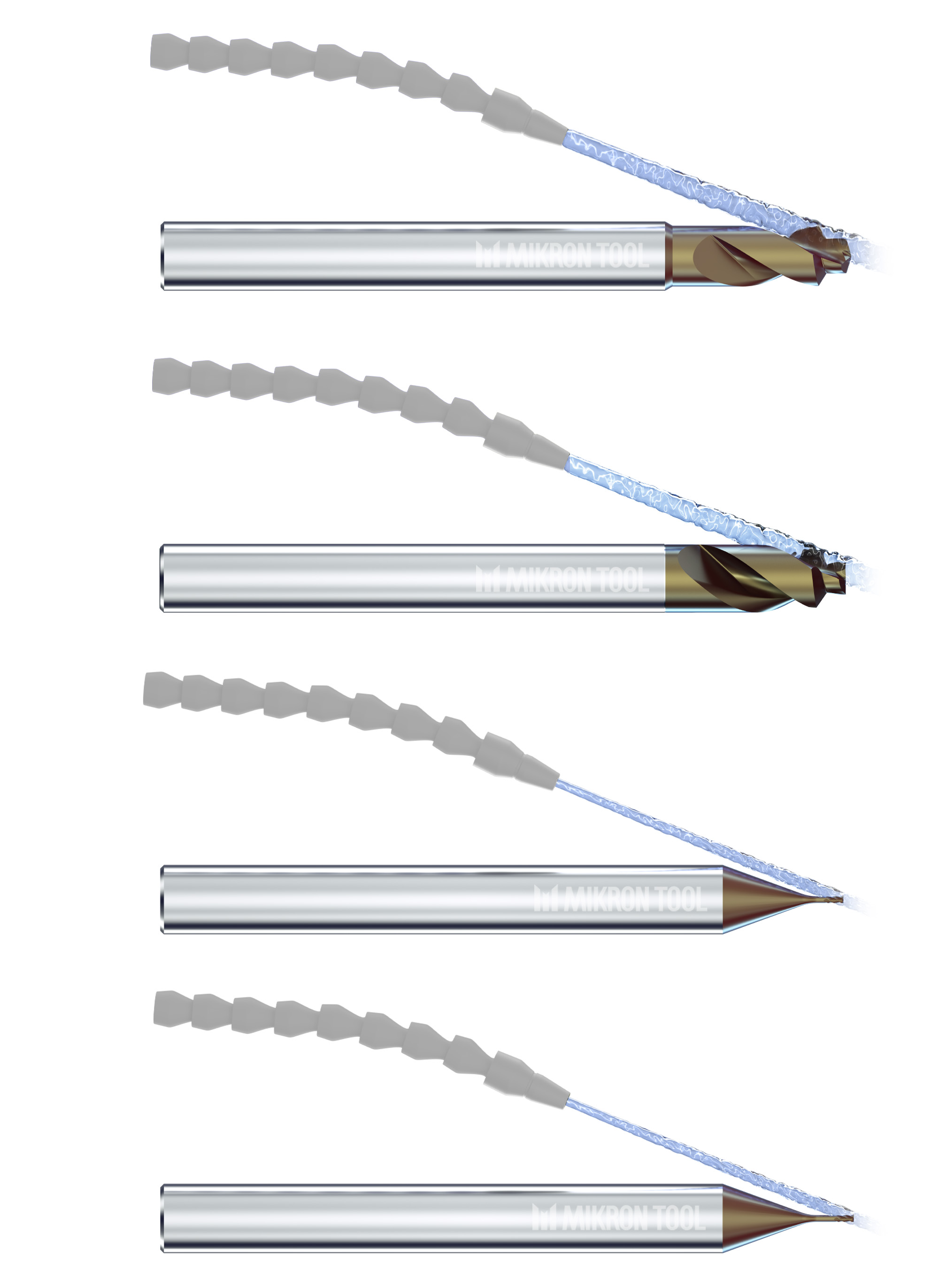
Den Vorbohrer CrazyDrill Hexalobe mit Spitzenwinkel 140° und den Flachbohrer CrazyDrill Hexalobe Flat mit Spitzenwinkel 180° gibt es im Durchmesserbereich von T4 – T30 (0.9 bis
3.8 mm, [.035“ - .150“]) oder auch als Kombibohrer nach Mass.
Der VHM-Schaftfräser CrazyMill Hexalobe ist verfügbar im Durchmesserbereich von T4 – T30 (0.2 bis 1.0 mm, [.008“ - .039“]), für Frästiefen von 3.5 x d und 5 x d und je nach Durchmesser mit 3 oder 4 Zähnen.
Das Hexalobe-Programm von Mikron Tool
Mit diesem Programm bietet Mikron Tool eine Lösung an zur Bearbeitung von medizinischen Schrauben, welche sich nicht auf Werkzeuge beschränkt, sondern im Paket auch die beste Strategie für deren Einsatz und die passenden Parameter mitliefert.
Als effizientestes Vorgehen beim Bearbeiten von „TORX®“-Schrauben hat sich dasjenige erwiesen, welches mit einem Minimum an unterschiedlichen Werkzeugen auskommt: Vorbohren und Anbringen einer Fase – Fräsen des Innensechsrund – abschliessendes Entgraten. Der zeitintensive Fräsprozess kann entweder mittels Spiralinterpolation (mit einer maximalen Steigung von 0.8 x d) durchgeführt werden oder mittels Wandungsfräsen (mit einer Zustellung von max. 0.5 x d).
Bei der Bearbeitung einer Schraube aus CoCr-Legierung, einem schwer zerspanbaren Werkstoff, ist es notwendig, die Loben mit unserem speziell für diesen Werkstoff entwickelten Standardbohrer CrazyDrill SST-Inox IK / IN vorzubohren.
Aus vier mach zwei
Die vier Operationen (Bohren – Anfasen – Fräsen – Entgraten) sind in drei Schritten mit zwei Werkzeugen zu bewältigen.
- Der Kombibohrer CrazyDrill Hexalobe bringt in einem ersten Schritt sowohl die zentrale Bohrung als auch eine Fase an, wobei die Oberfläche sofort eine hohe Qualität erreicht (Ra 0.2µm, Rz 0.8 µm). Der CrazyDrill Hexalobe Flat (Flachbohrer) kommt dann zum Einsatz, wenn keine Bohrerspitzvertiefung am Bohrungsgrund gewünscht ist.
Nach dem Fräsen der definitiven Form wird er nochmals zum Entgraten eingesetzt, womit eine nahezu gratfreie Oberfläche und ausgezeichnete Oberflächenqualität erreicht wird. - Der Hartmetallfräser CrazyMill Hexalobe mit 3 resp. 4 Zähnen (je nach Durchmesser) ist in zwei Standardlängen verfügbar. Seine hohe Steifigkeit ermöglicht eine Bearbeitung mit hohen Vorschüben und massiven Zustellungen, garantiert aber gleichzeitig die notwendige Profilmasshaltigkeit.
Seine spezielle Geometrie sowie die Tatsache, dass mit hoher Zustellung / Steigung gearbeitet werden kann und deshalb nur wenige Durchgänge notwendig sind, garantieren eine hohe Oberflächengüte.
Schneidengeometrie
Sowohl für CrazyDrill Hexalobe als auch für CrazyMill Hexalobe wurden zwei spezifische Geometrien entwickelt, um die optimale Bearbeitung der drei am häufigsten verwendeten Schraubenmaterialien zu gewährleisten:
So sind beim Fräsen eine vibrationsfreie Bearbeitung und beim Bohren ein guter Spänebruch und eine schnelle Späneausfuhr garantiert.
Ultrafeinkorn-Hartmetall
Ein speziell entwickeltes Ultrafeinkorn-Hartmetall mit hoher Steifheit und Resistenz gegen Kantenausbruch erfüllt alle Anforderungen in Bezug auf die mechanischen Eigenschaften (wie hohe Härte oder geringe Wärmeleitfähigkeit) von Titan, rostfreiem Stahl und Kobalt-Chrom.
Hochleistungsbeschichtung
Die Hochleistungsbeschichtung eXedur SNP ist wärme- und verschleissresistent, verhindert ein Verkleben der Schneiden und garantiert einen optimalen Spänestransport. Das Resultat ist eine hohe Standzeit des Werkzeuges. Da die Beschichtung chromfrei ist, kann eine Kreuzkontamination bei Medizinteilen ausgeschlossen werden.
Ihr persönlicher CrazyDrill und CrazyMill Hexalobe
Mikron Tool bietet CrazyDrill und CrazyMill Hexalobe auch in kundenspezifischen Varianten an:
- Fräser mit abweichenden Durchmessern, Längen und Zähnen zum Standardprogramm
- Kombibohrer mit abweichenden Durchmessern, Bohrtiefen oder Fasenwinkeln

Mehr Informationen zu unseren Möglichkeiten? Klicken Sie hier.
CrazyDrill/CrazyMill Hexalobe Video
CrazyDrill/CrazyMill Hexalobe Video
Neues Konzept zur Bearbeitung von „Torx®“ Formen
Neues Konzept zur Bearbeitung von „Torx®“ Formen