
Pour chaque titane, le bon foret !
- Mikron Tool présente la nouvelle série CrazyDrill Cool Titanium ATC/PTC à l'occasion de l'EMO 2023, garantissant la plus haute fiabilité du processus lors du perçage du titane pur et de ses alliages.
Le titane est un matériau de haute performance qui pose un véritable défi à l’usinage pour l'enlèvement des copeaux. De plus, tous les titanes ne sont pas identiques. Selon qu'il s’agit de titane pur ou d'alliage de titane, le déroulement du processus d'enlèvement des copeaux diffère. Pour relever ces défis, Mikron Tool a développé des forets parfaitement adaptés aux différentes qualités de titane, capables d'usiner le titane en toute sécurité, avec des résultats de coupe et de perçage d'excellentes qualités ainsi que des durées de vie d'outil plus longues.
Le titane est un matériau très exigeant
L'usinage du titane est très exigeant. L'une des raisons est la combinaison de ses propriétés d'élasticité et de résistance à la rupture élevées. En raison de sa grande résistance, il est difficile de briser les copeaux. Et du fait de sa faible conductivité thermique, la chaleur de la zone de coupe ne se dissipe pas à travers le copeau. En outre, le titane a tendance à former des bords arrondis. Tout cela entraîne une usure plus importante et réduit la fiabilité des processus de perçage.

Lors du perçage, le défi est encore plus grand
Le perçage du titane est beaucoup plus difficile à réaliser que le fraisage. La propriété viscoélastique du titane fait que le foret reste collé et que la pression sur les arêtes de coupe augmente. Cela conduit généralement à une rupture non contrôlée des forets. Le matériau collé sur les arêtes de coupe et les chanfreins de guidage augmente les forces de coupe, ce qui peut entraîner un écaillage des arêtes de coupe. De plus, la forme des copeaux est également problématique. En effet, les copeaux de titane ont tendance à se regrouper dans la zone de la tête et empêchent l'évacuation d'autres copeaux. La forte température sur les arêtes de coupe est une complication supplémentaire.
Il faut refroidir l'outil !
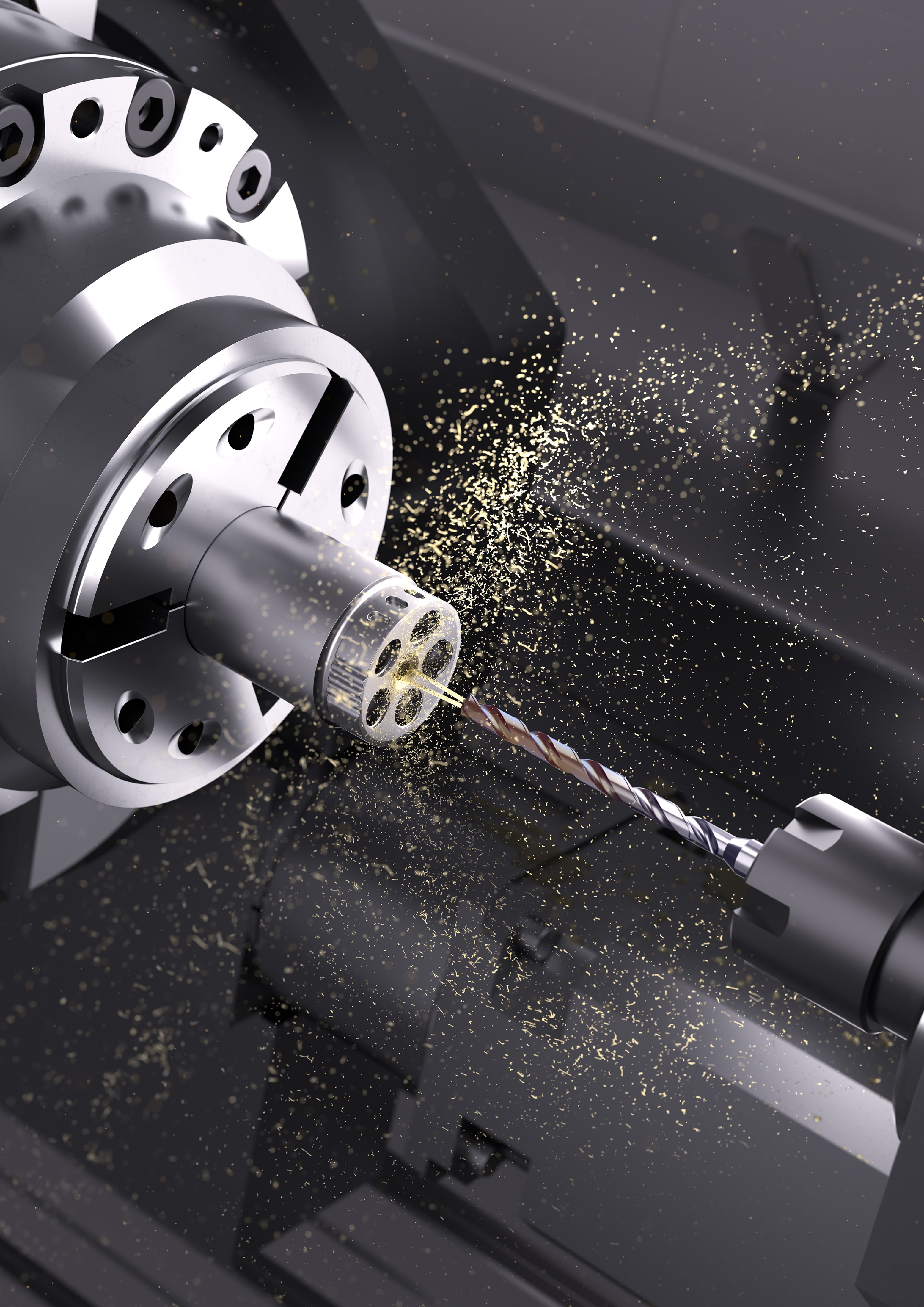
Pour réduire la chaleur dans la zone de coupe, le liquide de refroidissement doit atteindre directement la zone d'usinage. Deux canaux de refroidissement de très grande section acheminent des quantités massives de liquide de refroidissement jusqu'à la pointe du foret et garantissent un refroidissement constant ainsi que la lubrification des arêtes de coupe. En même temps, le jet puissant de liquide de refroidissement chasse les copeaux à travers les goujures polies et évite tout bourrage de copeaux.
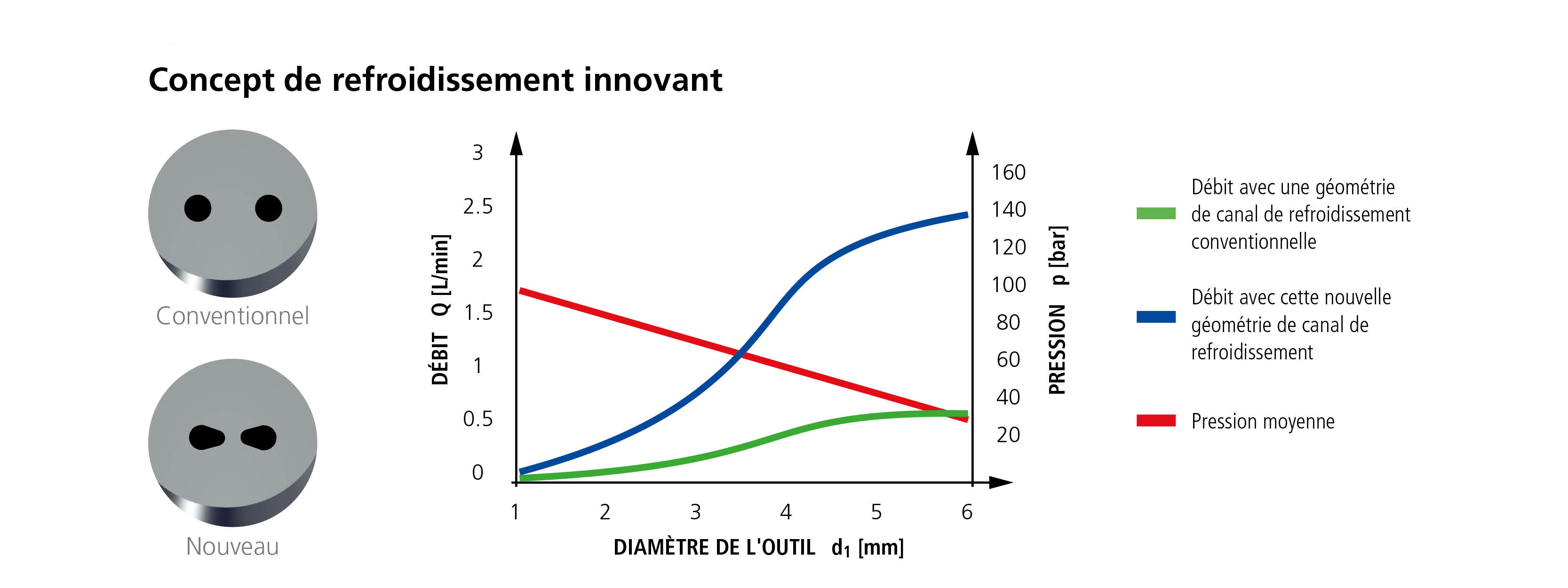
La forme spéciale brevetée des canaux de refroidissement et un deuxième angle de dépouille spécialement décalé (forme de dépouille spéciale) augmentent considérablement le flux du liquide de refroidissement dans la goujure.
Ainsi, une quantité 4 fois plus importante de liquide de refroidissement est amenée à travers l'outil jusqu'à la pointe du foret, tout en maintenant la même pression.
Il s'agit d'une des clés du succès et d'une innovation en matière de dissipation thermique et de technologie d'enlèvement des copeaux.
Tous les titanes ne sont pas identiques
Pour traiter efficacement ce matériau, il est nécessaire de le connaître dans ses moindres détails. Mikron Tool a examiné plusieurs matériaux d'essai et a découvert que les différentes qualités de titane sont extrêmement différentes les unes des autres, ce qui est d'une importance capitale pour leur usinage industriel. Le titane pur (grades 1 à 4) se caractérise par une grande résistance à la corrosion, mais sa résistance physique est plus faible. Les alliages de titane (à partir du grade 5) présentent une résistance élevée mais une faible ductilité.
Les forets spécifiques aux matériaux sont la solution
La maîtrise de ces différences en termes de technologie d'usinage est essentielle. Grâce au travail de développement minutieux et aux connaissances acquises, les ingénieurs de Mikron Tool ont aujourd'hui découvert la solution parfaite : deux géométries spécifiques, l'une pour les nuances de titane pur et l'autre pour les alliages de titane. Cela permet de garantir un enlèvement de copeaux parfaitement contrôlé, des vitesses de perçage élevées, des durées de vie d'outil longues et des processus répétitifs avec une qualité de perçage optimale pour ce matériau difficile qu'est le titane.

Le nouveau CrazyDrill Cool Titanium - deux fois plus rapide
La nouvelle série CrazyDrill Cool Titanium est proposée dans une gamme de diamètres allant de 1 - 6,35 mm. Pour le titane pur, Mikron Tool a développé des forets courts de 3 x d et des forets de 6 x d. Pour les alliages de titane, Mikron Tool utilise des forets de 6 x d et 10 x d en combinaison avec un foret pilote.

La production rentable de composants en titane nécessite des outils spécialement adaptés aux propriétés des différents types de titane.
Le titane et la pièce à usiner sont extrêmement coûteux, d'où l'importance d'une grande fiabilité du processus et d'une longue durée de vie d'outil. Si cette dernière variable peut être améliorée, alors ça ne fait qu'améliorer le résultat. Les nouveaux forets haute performance de Mikron Tool pour le titane ont une durée de vie jusqu'à trois fois plus longue et fonctionnent avec des vitesses d'avance deux fois supérieures à celles des concurrents actuels. Autre aspect remarquable : le perçage avec la version ATC est réalisé en une seule fois, sans étapes d'usinage multiples.
Cliquez ici pour la page du produit.