
Titanbohren in kleinsten Durchmessern
Der Trend zur Miniaturisierung erfordert immer kleinere Hochleistungswerkzeuge, die sichere Prozesse und höchste Präzision garantieren. Das gilt auch für die Bearbeitung von Titan.
Titan ist ein schwierig zu bearbeitender Werkstoff, seine hohe Zähigkeit und Festigkeit und die geringe Wärmeleitfähigkeit sind nur einige der Gründe für sein zu Kapriolen neigendem Zerspanungsverhalten.

Mit CrazyDrill Titanium TN / TK bietet Mikron Tool einen perfekt auf Reintitan und Titanlegierungen zugeschnittenen Microbohrer an im Durchmesserbereich von 0.2 bis 2 mm (.008“ bis .078“, Zwischenabmessungen in Zoll verfügbar) und für Bohrtiefen von 3 x d bis 6 x d. Der Hartmetallbohrer kann auch bei Bearbeitungsszenarien mit niedrigem Innenkühldruck oder mit Aussenkühlung prozesssicher eingesetzt werden und ist in zwei Versionen verfügbar: CrazyDrill Titanium TK mit integrierter Kühlung im Schaft (min. 15 bar oder 220 psi) und CrazyDrill Titanium TN für die Bearbeitung mit Aussenkühlung.
CrazyDrill Titanium TK – integrierte Kühlung im Schaft
Herausforderung: Hohe thermische Belastung
Beim Bohren von Titan stellt die hohe thermische Belastung der Schneidkante eine Herausforderung dar. Dies führt zu Ausbrüchen an der Schneide und erhöht den Werkzeugverschleiß. Beste Kühltechnologien für Bohrer größer als 1 mm (und bei mindestens 40bar verfügbarem Kühlschmiermitteldruck) sind gedrallte interne Kühlkanäle, die an der Bohrerspitze austreten. Für Bohrerdurchmesser ab 0,2 mm sind andere Technologien notwendig, um einen stabilen und zuverlässigen Bohrprozess zu gewährleisten!

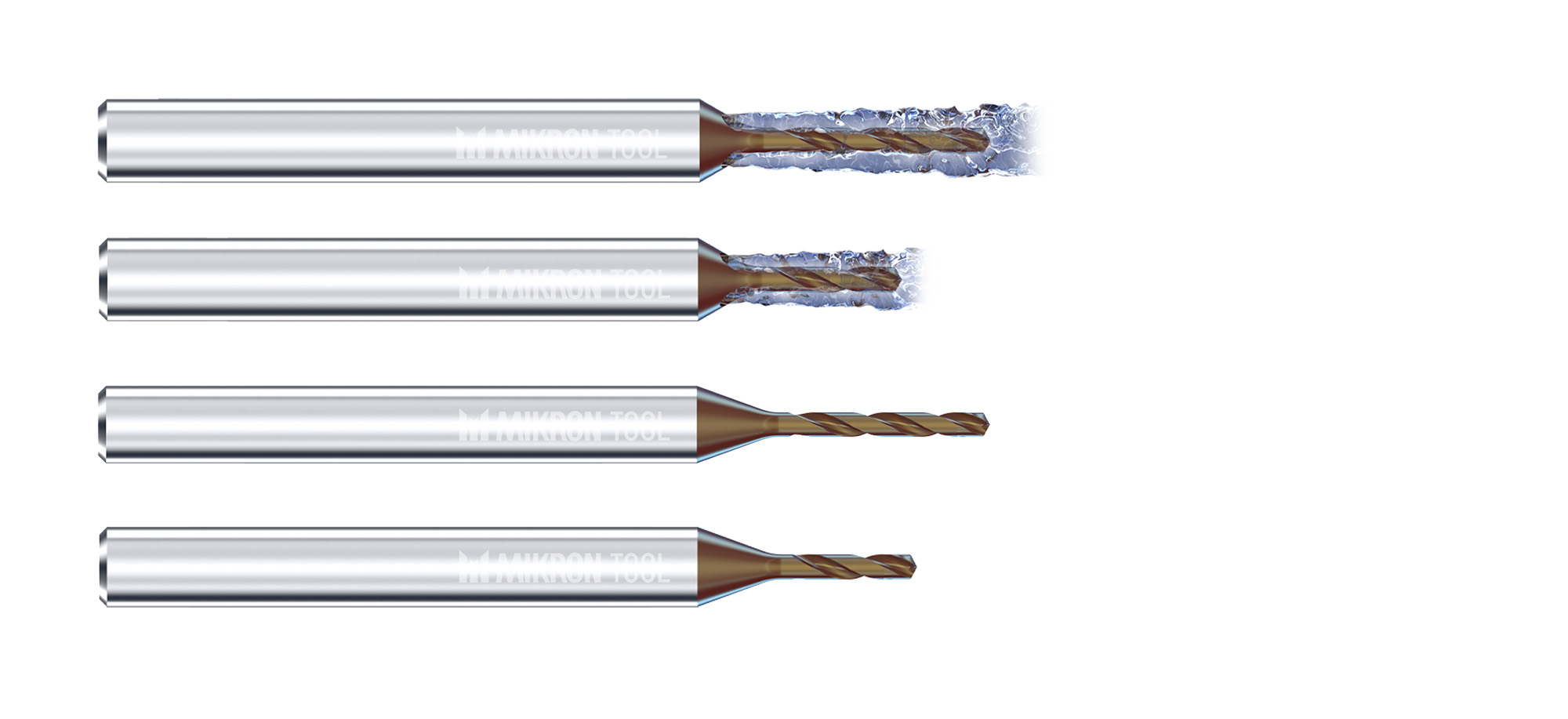
Lösung: Im Schaft integrierte Kühlung
Die aktuellen Kühltechnologien erlauben bei Mikrobohrern keine spiralförmigen Kühlkanäle, denn ein extrem hoher Kühlmitteldruck wäre erforderlich. Die Lösung von Mikron Tool ist der CrazyDrill Titanium TK mit einer im Schaft integrierten Kühlung, die es erlaubt, den Bohrer direkt und massiv mit Kühlmittel zu versorgen, die Wärme abzuführen und damit eine hohe Standzeit des Werkzeugs zu garantieren. Der kontinuierliche Kühlmittelstrahl sorgt zudem für eine optimale Spanabfuhr. Ausserdem können die Bohrer bereits mit einem Mindestdruck von 15 bar eingesetzt werden.
Zudem bietet Mikron Tool auf Anfrage auch CrazyDrill Titanium TN als Lösung bei Aussenkühlung an.

Vergleich zwischen im Schaft integrierter Kühlung und Aussenkühlung:

Spezifische Schneidengeometrie
Herausforderung: Geringe Zerspanbarkeit von Titan
Das Zerspanen von Titan ist im Allgemeinen schwieriger als das von anderen Werkstoffen wie Stahl und rostfreiem Stahl. Um Titan effektiv und effizient zu bearbeiten, ist eine spezielle Schneidengeometrie erforderlich.

Lösung: Spezifische Schneidengeometrie für alle Titansorten
Durch Nutzung eines Tiefbohrzyklus mit Spänebruch und Entspänen und Anwendung eines Kühlkonzepts durch den Schaft hat Mikron Tool eine Geometrie entwickelt, die für alle Titansorten geeignet ist und folgenden Eigenschaften aufweist:
Vorteile:
- Gute Selbstzentrierung
- Prozesssicherheit
- Perfekte Späneabfuhr
- Reduzierte Materialverklebung

Schnittdruck und reduzierte Axialkraft
Herausforderung: Hohe Axialkraft
Eine traditionelle Spitzenschneidgeometrie mit breitem Kern erzeugt hohe Axialkräfte, die zu einer Werkstück Biegung führen, insbesondere bei vorspringenden und/oder dünnwandigen Bauteilen.

Lösung: Titan spezifische Spitzenschneidgeometrie
CrazyDrill Titanium TK/TN wurde mit einer extrem geringen Kernausspitzung und einer speziellen Schneidengeometrie für das Bohren mit geringen Axialkräften entwickelt.
Das Ergebnis ist eine Kraftreduzierung von 25% bis 45%.

Beispiel:

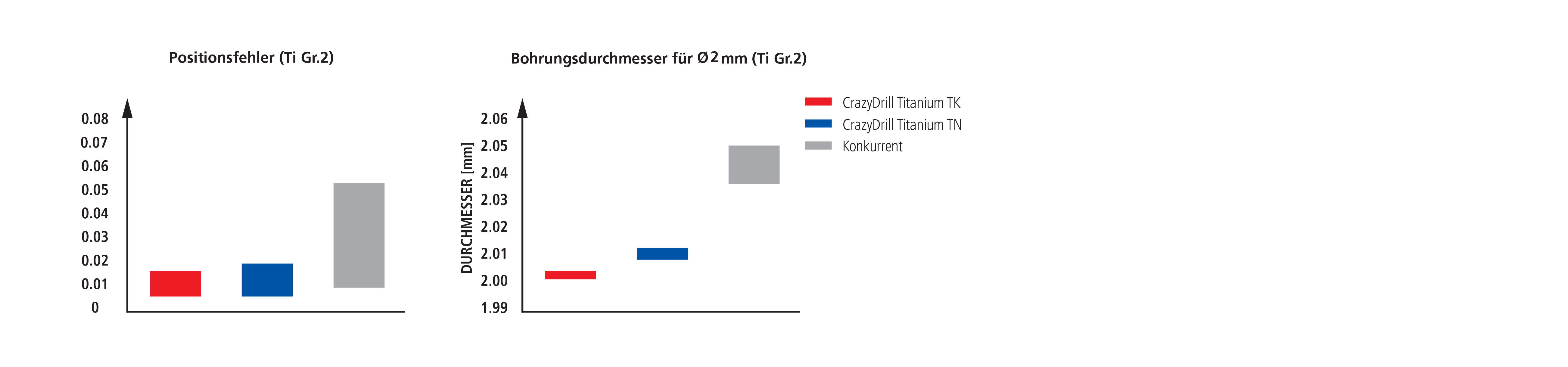
Höchste Präzision
Herausforderung: Bohrungspräzision
Titan hat eine hohe Elastizität und Zugfestigkeit. Daher sind die Anforderungen an eine gute Oberflächenqualität, Genauigkeiten in Durchmesser, Rundheit und Position sehr hoch.

Lösung: Titan spezifische Bohrergeometrie
Eine perfekte Geometriekombination für beste Ergebnisse:
- Bohrerspitze / Kernausspitzung: - Geringe Axialkraft - gute Positionierung & geringe Abweichung
- Schmale Führungsfase: - Vermeidung von Materialanhaftungen à gute Oberflächenqualität
- Schneidenschutz: - stabile Schneiden (kein Bruch) - präziser Bohrungsdurchmesser
Ihr persönlicher CrazyDrill Titanium TN/TK
Mikron Tool bietet CrazyDrill Titanium auch in kundenspezifischen Varianten an:
- Bohrer linksdrehend
- Bohrer mit abweichenden Durchmessern und Längen zum Standardprogramm
Mehr Information zu unseren Möglichkeiten? Klicken Sie hier.